リフローはんだ付けとはんだ付け方法の紹介
この記事の目的は、自動化された装置を使用して Merit Sensor によって製造されたセンサーをはんだ付けするための最良のテクニックを説明することです。 最高のパフォーマンスを得るには、すべてのプロファイルを評価およびテストする必要があります。
鉛の安全性に関する懸念と、ヨーロッパの有害物質使用制限 (RoHS) 指令など、鉛の使用を禁止する新しい規制により、ますます多くの企業が、製造における従来のスズ-鉛 (Sn/Pb) はんだの使用を中止しています。回路基板の。 RoHS 指令は、カドミウム、六価クロム、鉛、水銀、ポリ臭化ビフェニル (PBB)、およびポリ臭化ジフェニル エーテル (PBDE) 難燃剤を指定レベル以上に含む新しい電気および電子機器のヨーロッパでの販売を禁止しています。
Merit Sensor は、セラミック基板に固定され、RoHS に準拠した圧力センサーを提供します。 鉛フリーのはんだパッドは AgPt でメッキされており、ほとんどの PCB 接続で優れたはんだ接合を保証します。
メリット センサーの部品は、鉛含有または鉛フリーのはんだプロセスを使用してはんだ付けできます。 この記事の目的は、鉛フリーはんだまたは鉛含有はんだを使用してメリット センサーの部品をはんだ付けする方法をお客様に案内することです。
RoHS指令に対応するためには、鉛フリーはんだで製品をはんだ付けする必要があります。
鉛フリーはんだによるはんだ付け
Merit Sensor の圧力センサーはセラミック上に製造されているため、はんだパッドに適した鉛フリーはんだを選択する必要があります。 Merit Sensor は、融点が 217 ~ 221 °C の SnAgCu を含むはんだ合金を使用することを推奨しています。 表 1 に、SnAgCu ファミリの鉛フリーはんだ合金を示します。

表 1. SnAgCu ファミリーの鉛フリーはんだ合金
鉛フリーはんだ合金の表面は、鉛含有はんだと比べて大きく異なる場合があります (図 1 を参照)。 さらに、鉛含有はんだ接合部と比較すると、鉛フリーはんだ接合部はつや消しまたは艶消し仕上げになります。 これは、鉛フリー合金が冷え始めると、はんだ接合部の表面が粗くなるためです。 この粗さは、鉛フリー合金の体積収縮の増加によるものです。 鉛含有はんだ接合部と比較して、鉛フリーはんだ接合部は多くの場合小さいですが、これらは単に表面的な特性であるため、信頼性には影響しません。
図 1. 鉛含有はんだ接合部 (左) と鉛フリーはんだ接合部の典型的な仕上げ面 (右) の例。
鉛フリーはんだ付けのリフローはんだ付けプロファイルでは、鉛含有はんだと比較して、より高い融点が要求されます。 鉛フリーはんだの処理時間は、鉛含有はんだよりも短いため、基板上の温度差を小さくする必要があります。 このため、Merit Sensor は鉛フリーはんだ付けに IR リフロー システムを推奨せず、代わりに強制対流リフロー システムを使用して鉛フリー リフローはんだ付けを確実に成功させることを提案します。
Merit Sensor が提供する圧力センサーは、標準の IPC/JEDEC J-STD-020C (2004 年 XNUMX 月) に基づくプロファイルではんだ付けできます。 最適な温度プロファイルを特定するには、各プロセスを評価する必要があります。 最適な温度プロファイルは、ボードと使用するはんだペーストによって決まります。
IPC/JEDEC J-STD-020C による推奨プロファイルを表 2 と図 2 に示します。

表 2. IPC/JEDEC J-STD-020 C に準拠した鉛フリー分類のリフロー プロファイル
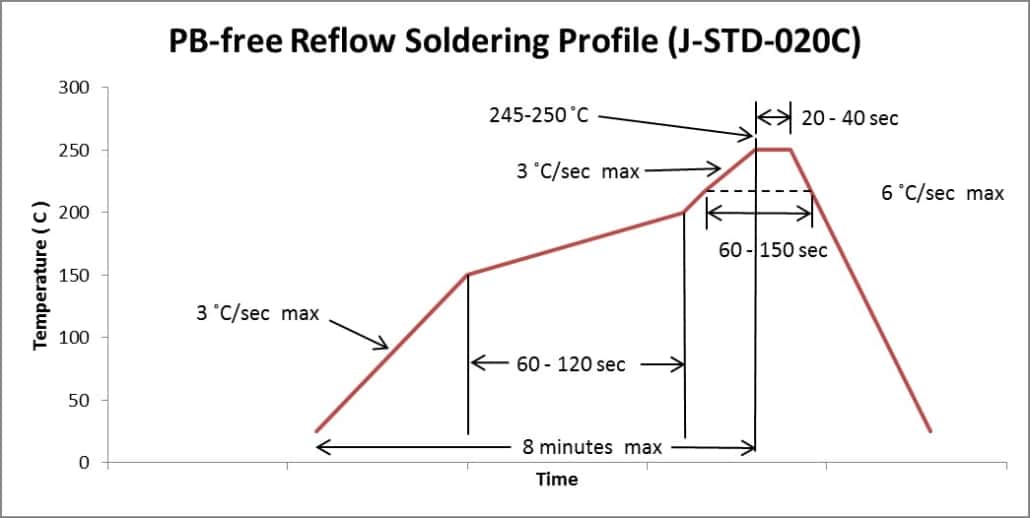
図 2. IPC/JEDEC J-STD-020 に準拠した鉛フリーの分類リフロー プロファイル。
窒素の使用 — 鉛フリーはんだの温度上昇と酸化により、空気が不十分なはんだ接合につながる場合は、窒素中で作業することが不可欠です。 ただし、ほとんどの鉛フリーはんだペーストは空気中で使用できます。 はんだ接合部が十分に濡れていない場合は、窒素を使用できます。
手はんだ — Merit Sensor は手はんだ付けを推奨していません。 鉛含有はんだ合金と比較すると、鉛フリーはんだには過剰な量のエネルギーが必要です。 はんだ接合部への熱伝達は重要であり、はんだごてで試してはいけません。
はんだごてを使用する場合、鉛フリーはんだ付けでは、はんだ接合を成功させるために急速な熱伝達が必要であることを覚えておく必要があります。 チップ温度を 360 ~ 390 °C に上げたり、さらに長い時間を必要とする場合があります。 少なくとも 80 ワットの電力のはんだ付けステーションを使用することを強くお勧めします。 リフローはんだ付けのように、手はんだ付け中に周囲のコンポーネントに発生する熱量を減らすために、予熱を使用できます。
鉛含有はんだによる圧力センサのはんだ付け
鉛含有はんだを使用する場合、温度は 225 秒間 30 °C を超えてはなりません。 メリット圧力センサーは、62%Sn36%Pb2%Ag を含み、融点が 179 °C の「無洗浄」タイプのはんだペーストではんだ付けする必要があります。 2%Ag を含むはんだペーストは、AgPt パッドからはんだペーストへの銀の移行を大幅に低減します。 逆に、63%Sn37%Pb のはんだペーストを使用することはお勧めできません。 表 3 と図 3 は、SnPb はんだの適切なリフロー プロファイルを示しています。
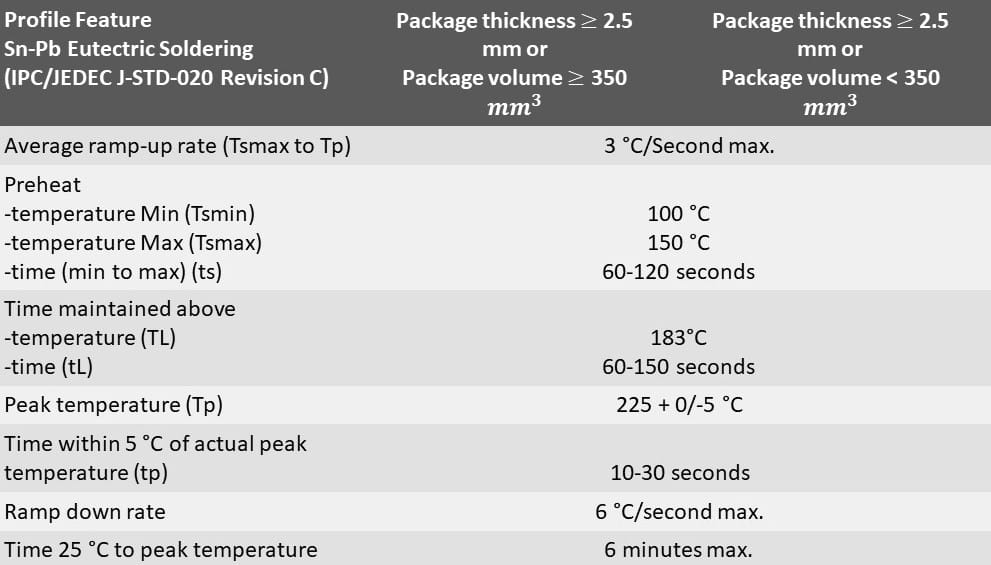
表 3. IPC/JEDEC J-STD-020C による SnPb 分類のリフロー プロファイル
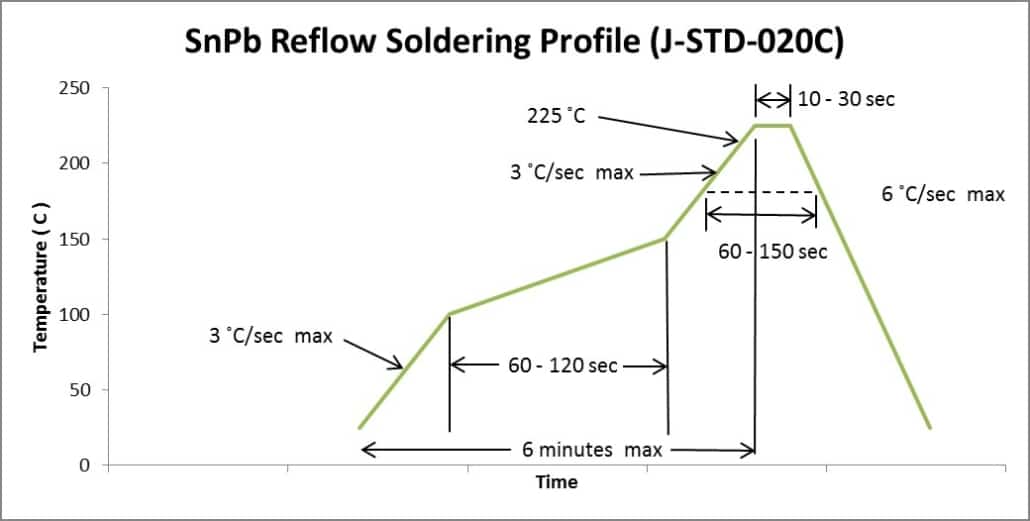
IPC.EDEC J-STD-020C に準拠した SnPb 分類リフロー プロファイル。
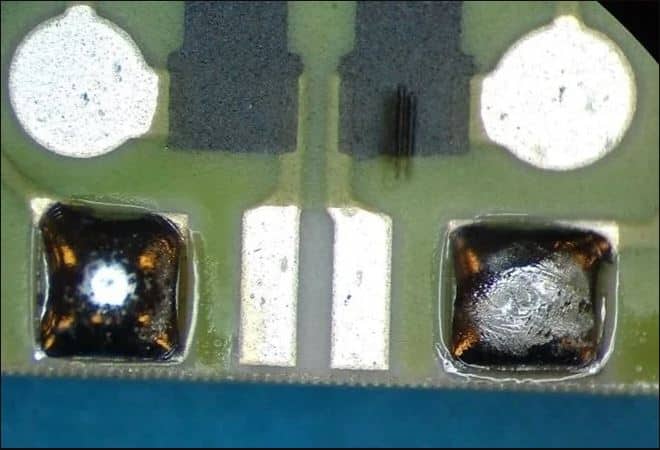
リフロー プロセスが正しく行われると、はんだ接合部がセラミック PCB のはんだパッド全体を覆うことができるはずです (図 4 の左を参照)。 ほとんどの場合、セラミックの熱伝導率が高いため、手作業によるはんだ付けはデバイスの過熱につながります。 非常に低い温度では部分的なはんだ付けが発生し、図 4 (中央と右) に見られるように、PCB への接続がさらに弱くなります。 中央のはんだ接合部は、適切なはんだの一例です。 しかし、そのはんだは濡れてパッド全体を覆うことができませんでした。 右側の接合部は低熱と不適切なはんだにさらされたため、パッドのカバレッジが不十分になり、はんだが丸まって接合部が弱くなりました。 センサーに熱電対を取り付けてはんだプロファイルを最適化し、最高温度を超えないようにすることをお勧めします。
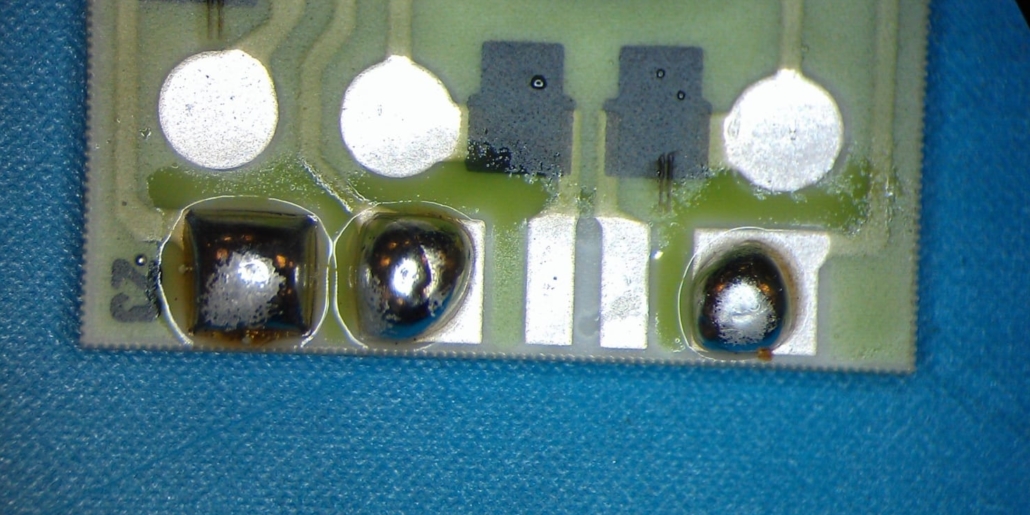
図 4. 良好なはんだ接合部 (左) と不良なはんだ接合部 (中央と右) の例。
キャリブレーションの応力正規化遅延
最良の結果を得るために、Merit Sensor では、表面実装圧力センサーを校正前に少なくとも 48 時間室温で放置することを推奨しています。 通常、リフローはんだ付けによって引き起こされる応力は、この期間内に正常化され、製品のキャリブレーションの改善に役立ちます。
詳細については、次の記事を参照してください。 AZONetwork.com








