Eine Einführung in das Reflow-Löten und Lötverfahren
Das Ziel dieses Artikels ist es, die besten Techniken zum Löten von Sensoren zu erklären, die von Merit Sensor mit automatisierten Geräten hergestellt werden. Alle Profile müssen bewertet und auf beste Leistung getestet werden.
Aufgrund von Bedenken hinsichtlich der Sicherheit von Blei und neuer Vorschriften, die seine Verwendung verbieten, wie z. B. die Richtlinie zur Beschränkung gefährlicher Stoffe (RoHS) in Europa, verwenden immer mehr Unternehmen bei der Herstellung kein herkömmliches Zinn-Blei-Lot (Sn/Pb). von Leiterplatten. Die RoHS-Richtlinie hat den europäischen Verkauf neuer elektrischer und elektronischer Geräte verboten, die mehr als die angegebenen Konzentrationen an Cadmium, sechswertigem Chrom, Blei, Quecksilber, polybromiertem Biphenyl (PBB) und polybromiertem Diphenylether (PBDE) Flammschutzmitteln enthalten.
Merit Sensor bietet Drucksensoren, die auf Keramiksubstraten befestigt und RoHS-konform sind. Die bleifreien Lötpads sind mit AgPt beschichtet, um eine hervorragende Lötverbindung für die meisten Leiterplattenverbindungen zu gewährleisten.
Teile von Merit Sensor können entweder mit bleihaltigen oder bleifreien Lötprozessen gelötet werden. Das Ziel dieses Artikels ist es, Kunden beim Löten von Teilen von Merit Sensor mit bleifreiem oder bleihaltigem Lötmittel zu unterstützen.
Um die RoHS-Richtlinie zu erfüllen, müssen Produkte mit bleifreiem Lot gelötet werden.
Löten mit bleifreiem Lot
Da die Drucksensoren von Merit Sensor auf Keramik gefertigt sind, sollte ein bleifreies Lot gewählt werden, das gut zu den Lötpads passt. Merit Sensor empfiehlt die Verwendung von Lötlegierungen mit SnAgCu, die einen Schmelzpunkt von 217–221 °C haben. Tabelle 1 zeigt die bleifreien Lotlegierungen der SnAgCu-Familie.

Tabelle 1. Bleifreie Lotlegierungen der SnAgCu-Familie
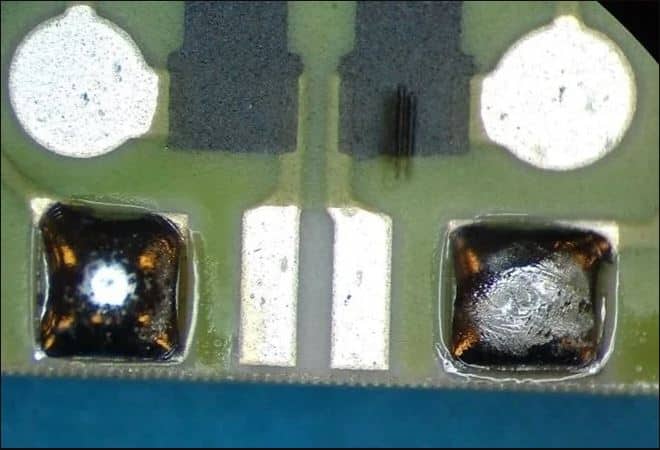
Die Oberfläche bleifreier Lotlegierungen kann im Vergleich zu bleihaltigem Lot deutlich anders aussehen (siehe Abbildung 1). Außerdem hat eine bleifreie Lötstelle im Vergleich zu einer bleihaltigen Lötstelle eine stumpfe oder matte Oberfläche. Dies liegt daran, dass die Oberfläche der Lötstelle rau wird, wenn bleifreie Legierungen anfangen abzukühlen. Diese Rauhigkeit wird der erhöhten Volumenkontraktion der Pb-freien Legierungen zugeschrieben. Im Vergleich zu den Pb-haltigen Lötstellen sind die Pb-freien Lötstellen oft kleiner, was aber keinen Einfluss auf die Zuverlässigkeit hätte, da dies lediglich kosmetische Eigenschaften sind.
Abbildung 1. Beispiele einer bleihaltigen Lötstelle (links) und einer typischen fertigen Oberfläche einer bleifreien Lötstelle (rechts).
Ein Reflow-Lötprofil für bleifreies Löten erfordert einen höheren Schmelzpunkt im Vergleich zu bleihaltigen Loten. Die Temperaturunterschiede auf der Platine sollten reduziert werden, da die Prozesszeit bei bleifreiem Lot geringer ist als bei bleihaltigem Lot. Aufgrund dieser Tatsache empfiehlt Merit Sensor keine IR-Reflow-Systeme für bleifreies Löten und schlägt stattdessen die Verwendung von Zwangskonvektions-Reflow-Systemen vor, um ein erfolgreiches bleifreies Reflow-Löten sicherzustellen.
Die von Merit Sensor angebotenen Drucksensoren können mit Profilen gelötet werden, die auf dem Standard IPC/JEDEC J-STD-020C (Januar 2004) basieren. Um das beste Temperaturprofil zu ermitteln, muss jeder Prozess bewertet werden. Das beste Temperaturprofil wird durch die Platine und die verwendete Lotpaste bestimmt.
Das empfohlene Profil gemäß IPC/JEDEC J-STD-020C ist in Tabelle 2 und Abbildung 2 dargestellt.

Tabelle 2. Pb-freies Klassifikations-Reflow-Profil gemäß IPC/JEDEC J-STD-020 C
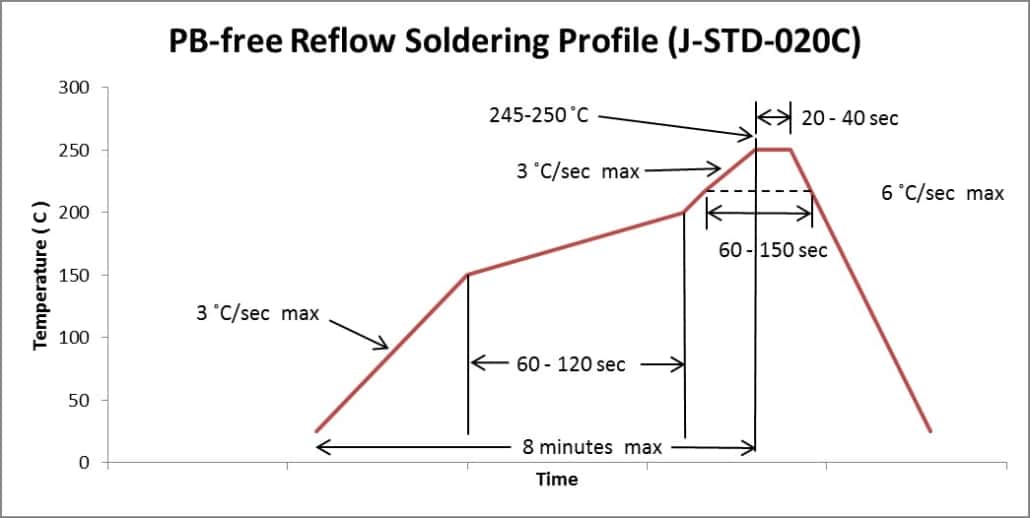
Abbildung 2. Reflow-Profil der Pb-freien Klassifizierung gemäß IPC/JEDEC J-STD-020.
Verwendung von Stickstoff — Das Arbeiten in Stickstoff kann erforderlich sein, wenn Luft aufgrund erhöhter Temperatur und Oxidation von bleifreiem Lot zu unbefriedigenden Lötverbindungen führt; Die meisten bleifreien Lötpasten können jedoch an Luft verwendet werden. Stickstoff kann verwendet werden, wenn die Lötstellen keine ausreichende Benetzung aufweisen.
Handlöten — Merit Sensor rät vom Handlöten ab. Für bleifreies Löten wird im Vergleich zu bleihaltigen Lotlegierungen ein Überschuss an Energie benötigt. Die Wärmeübertragung auf die Lötstelle ist kritisch und sollte niemals mit einem Lötkolben versucht werden.
Bei der Verwendung eines Lötkolbens sollte beachtet werden, dass bleifreies Löten eine schnelle Wärmeübertragung erfordert, um eine erfolgreiche Lötverbindung zu erzielen. Es kann eine erhöhte Spitzentemperatur auf 360-390 °C und/oder einen längeren Zeitraum erforderlich sein. Die Verwendung von Lötstationen mit mindestens 80 Watt Leistung wird dringend empfohlen. Das Vorwärmen kann verwendet werden, um die Wärmemenge zu verringern, die beim Handlöten auf die umgebenden Komponenten entsteht, wie dies beim Reflow-Löten der Fall ist.
Lötdrucksensoren mit bleihaltigem Lot
Beim Einsatz von bleihaltigem Lot sollten die Temperaturen 225 °C für 30 Sekunden nicht überschreiten. Merit-Drucksensoren sollten mit „No-Clean“-Lötpaste gelötet werden, die 62 % Sn36 % Pb2 % Ag enthält und einen Schmelzpunkt von 179 °C hat. Die Lotpaste mit 2 % Ag reduziert die Migration von Silber aus dem AgPt-Pad in die Lotpaste erheblich. Umgekehrt ist es nicht ratsam, Lötpaste mit 63 % Sn37 % Pb zu verwenden. Tabelle 3 und Abbildung 3 zeigen das richtige Reflow-Profil für SnPb-Lot.
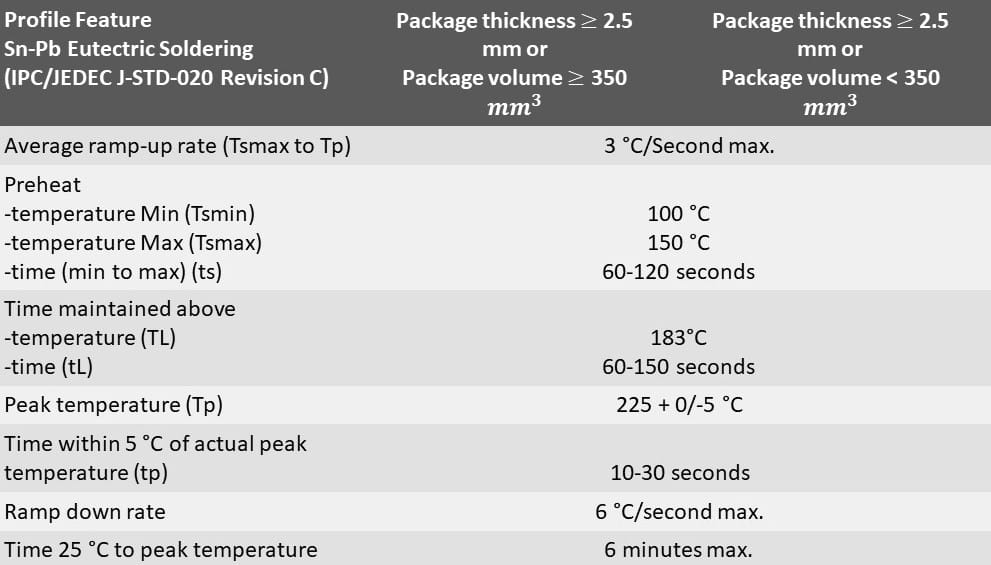
Tabelle 3. SnPb-Klassifizierungs-Reflow-Profil gemäß IPC/JEDEC J-STD-020C
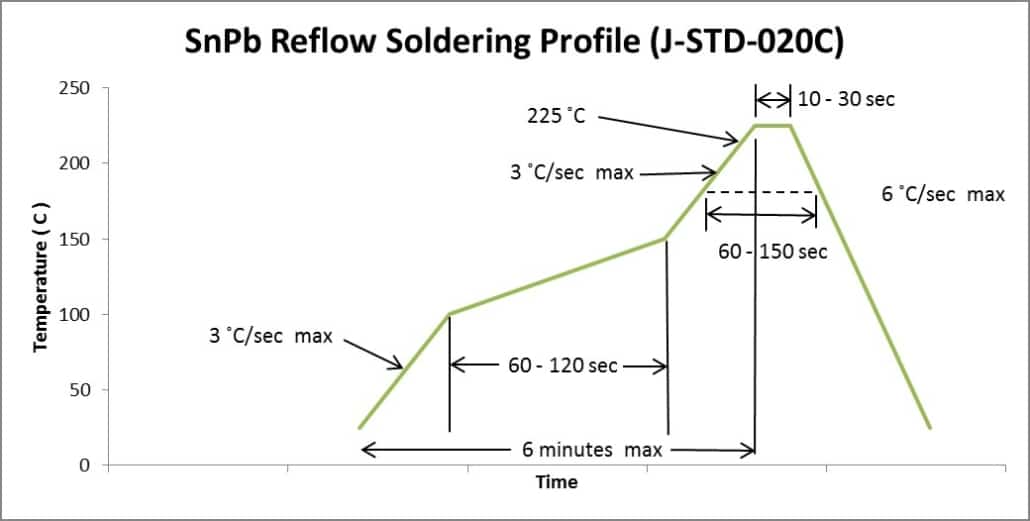
SnPb-Klassifizierungs-Reflow-Profil gemäß IPC.EDEC J-STD-020C.
Wenn der Reflow-Prozess korrekt durchgeführt wird, sollte die Lötstelle in der Lage sein, das gesamte Lötpad der Keramikplatine zu bedecken (siehe Abbildung 4 – links). Handlöten führt in den meisten Fällen aufgrund der hohen Wärmeleitfähigkeit der Keramik zu einer Überhitzung des Gerätes. Sehr niedrige Temperaturen führen zu teilweisem Löten, was weiter zu einer schwachen Verbindung zur Leiterplatte führt, wie in Abbildung 4 (Mitte und rechts) zu sehen ist. Die Lötstelle in der Mitte ist ein Beispiel für ein adäquates Lot. Dieses Lötmittel konnte jedoch nicht benetzen und das gesamte Pad bedecken. Die Verbindung auf der rechten Seite war geringer Hitze und unzureichendem Lot ausgesetzt, was zu einer unbefriedigenden Pad-Abdeckung und auch zu einer schwachen Verbindung führte, da sich das Lot aufballte. Es wird empfohlen, ein Thermoelement am Sensor anzubringen, um das Lötprofil zu optimieren und sicherzustellen, dass keine der maximalen Temperaturen überschritten wird.
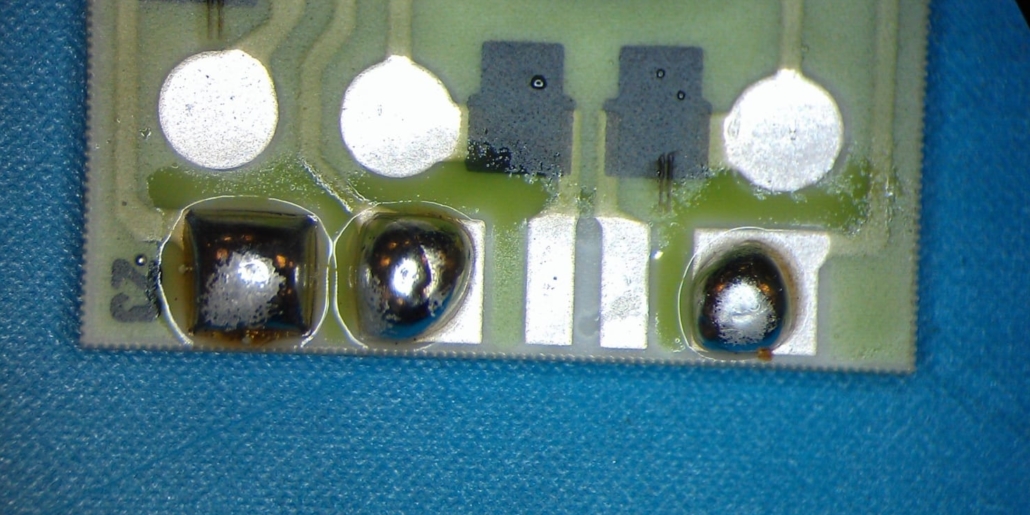
Abbildung 4. Beispiel einer guten Lötstelle (links) und einer schlechten Lötstelle (Mitte und rechts).
Spannungsnormalisierungsverzögerung für die Kalibrierung
Für beste Ergebnisse empfiehlt Merit Sensor, jeden oberflächenmontierten Drucksensor vor der Kalibrierung mindestens 48 Stunden lang bei Raumtemperatur ruhen zu lassen. Die durch das Reflow-Löten induzierte Belastung normalisiert sich normalerweise innerhalb dieses Zeitraums und hilft, die Produktkalibrierung zu verbessern.
Weitere Informationen finden Sie in diesem Artikel auf AZONetwork.com








