Introducción a la soldadura por reflujo y métodos de soldadura
El objetivo de este artículo es explicar las mejores técnicas para soldar sensores fabricados por Merit Sensor utilizando equipos automatizados. Todos los perfiles deben ser evaluados y probados para obtener el mejor rendimiento.
Debido a las preocupaciones sobre la seguridad del plomo y las nuevas regulaciones que prohíben su uso, como la Directiva de Restricción de Sustancias Peligrosas (RoHS) en Europa, un número cada vez mayor de empresas han dejado de usar soldadura convencional de estaño-plomo (Sn/Pb) en la fabricación. de placas de circuitos. La directiva RoHS ha prohibido la venta en Europa de nuevos equipos eléctricos y electrónicos que contengan más de los niveles especificados de cadmio, cromo hexavalente, plomo, mercurio, polibromobifenilo (PBB) y polibromodifenil éter (PBDE) retardantes de llama.
Merit Sensor proporciona sensores de presión que se fijan en sustratos cerámicos y cumplen con RoHS. Las almohadillas de soldadura sin plomo están enchapadas con AgPt para asegurar una excelente unión de soldadura para la mayoría de las conexiones de PCB.
Las piezas de Merit Sensor se pueden soldar mediante un proceso de soldadura que contenga Pb o sin Pb. El objetivo de este artículo es guiar a los clientes sobre cómo soldar piezas de Merit Sensor utilizando soldadura sin Pb o soldadura que contiene Pb.
Para cumplir con la directiva RoHS, los productos deben soldarse con soldadura sin Pb.
Soldadura con Soldadura Libre de Pb
Como los sensores de presión de Merit Sensor están fabricados en cerámica, se debe elegir una soldadura sin Pb que se adapte bien a las almohadillas de soldadura. Merit Sensor sugiere usar aleaciones de soldadura con SnAgCu que tengan un punto de fusión de 217-221 °C. La Tabla 1 muestra las aleaciones de soldadura sin Pb en la familia SnAgCu.

Tabla 1. Aleaciones de soldadura libres de Pb de la familia SnAgCu
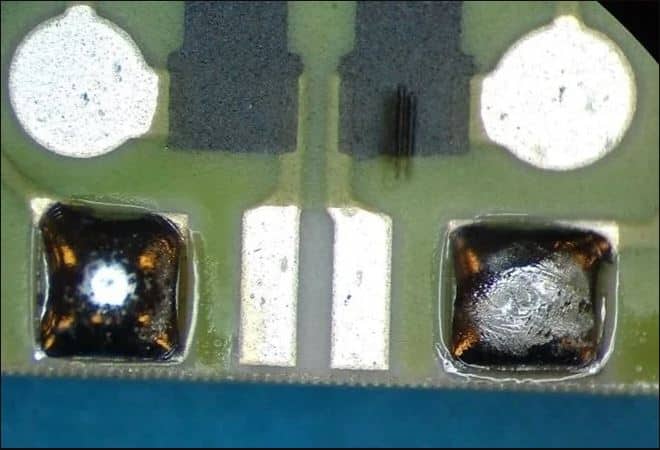
La superficie de las aleaciones de soldadura sin Pb puede parecer significativamente diferente en comparación con la soldadura que contiene Pb (consulte la Figura 1). Además, en comparación con una junta de soldadura que contiene Pb, una junta de soldadura sin Pb tendrá un acabado opaco o mate. Esto se debe a que la superficie de la junta de soldadura se volverá áspera cuando las aleaciones sin plomo comiencen a enfriarse. Esta rugosidad se atribuye a la mayor contracción de volumen de las aleaciones libres de Pb. En comparación con las uniones de soldadura que contienen Pb, las uniones de soldadura sin Pb suelen ser más pequeñas, pero esto no afectaría a la fiabilidad, ya que se trata simplemente de características cosméticas.
Figura 1. Ejemplos de una junta de soldadura que contiene Pb (izquierda) y una superficie acabada típica de una junta de soldadura sin Pb (derecha).
Un perfil de soldadura por reflujo para soldadura sin Pb exige un punto de fusión más alto en comparación con las soldaduras que contienen Pb. Las diferencias de temperatura en la placa deben reducirse porque el tiempo de proceso para la soldadura sin Pb es menor que para la soldadura que contiene Pb. Debido a este hecho, Merit Sensor no recomienda los sistemas de reflujo IR para la soldadura sin Pb y, en cambio, sugiere utilizar sistemas de reflujo de convección forzada para garantizar una soldadura por reflujo sin Pb exitosa.
Los sensores de presión que ofrece Merit Sensor se pueden soldar con perfiles que se basan en el estándar IPC/JEDEC J-STD-020C (enero de 2004). Para identificar el mejor perfil de temperatura, se debe evaluar cada proceso. El mejor perfil de temperatura lo define la placa y la soldadura en pasta utilizada.
El perfil recomendado según IPC/JEDEC J-STD-020C se muestra en la Tabla 2 y la Figura 2.

Tabla 2. Perfil de reflujo de clasificación libre de Pb según IPC/JEDEC J-STD-020 C
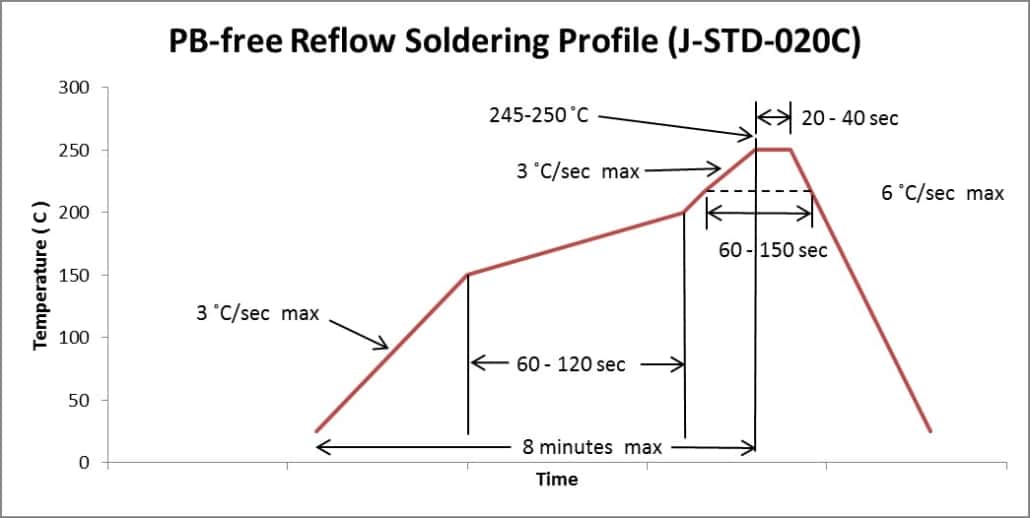
Figura 2. Perfil de reflujo de Clasificación libre de Pb según IPC/JEDEC J-STD-020.
Uso de nitrógeno — Puede ser esencial trabajar en nitrógeno si el aire conduce a uniones de soldadura insatisfactorias debido al aumento de la temperatura y la oxidación de la soldadura sin Pb; sin embargo, la mayoría de las soldaduras en pasta sin Pb se pueden usar en el aire. Se puede usar nitrógeno si las juntas de soldadura no tienen la humectación adecuada.
Soldadura manual — Merit Sensor no recomienda soldar a mano. Se requiere una cantidad excesiva de energía para la soldadura sin Pb en comparación con las aleaciones de soldadura que contienen Pb. La transferencia de calor a la junta de soldadura es fundamental y nunca debe intentarse con un soldador.
Al usar un soldador, debe recordarse que la soldadura sin Pb necesita una transferencia de calor rápida para lograr una unión de soldadura exitosa. Es posible que necesite aumentar la temperatura de la punta a 360-390 °C y/o un período más prolongado. Se recomienda encarecidamente el uso de estaciones de soldadura de al menos 80 vatios de potencia. El precalentamiento se puede usar para disminuir la cantidad de calor causado en los componentes circundantes durante la soldadura manual, como se hace con la soldadura por reflujo.
Sensores de presión de soldadura con soldadura que contiene Pb
Las temperaturas no deben superar los 225 °C durante 30 segundos si se emplea soldadura que contiene Pb. Los sensores de presión Merit se deben soldar con pasta de soldadura tipo "no-clean" que contiene 62 % Sn36 % Pb2 % Ag y tiene un punto de fusión de 179 °C. La soldadura en pasta que contiene 2% de Ag reduce significativamente la migración de plata desde el pad de AgPt hacia la soldadura en pasta. Por el contrario, no es aconsejable utilizar pasta de soldadura 63%Sn37%Pb. La Tabla 3 y la Figura 3 muestran el perfil de reflujo adecuado para la soldadura SnPb.
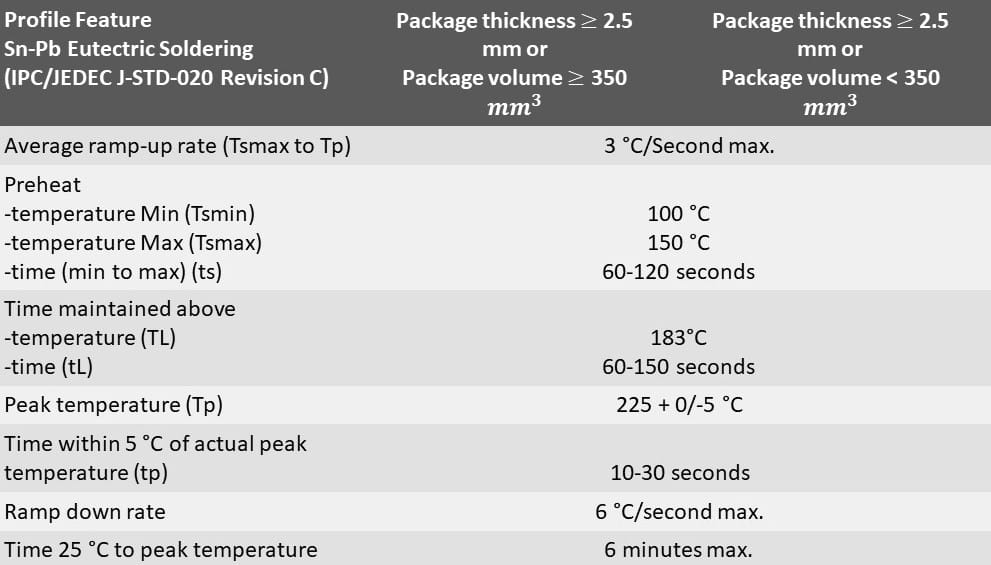
Tabla 3. Perfil de reflujo de clasificación SnPb según IPC/JEDEC J-STD-020C
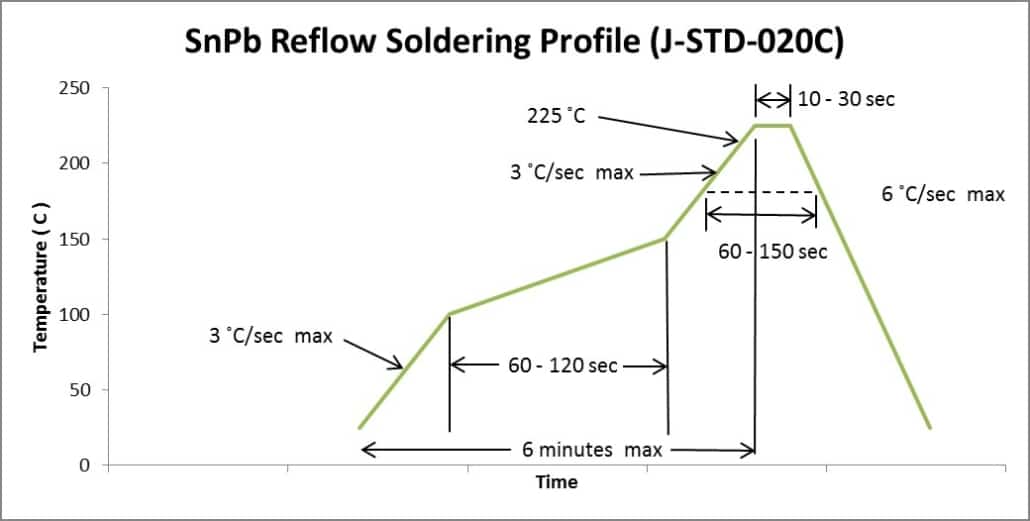
SnPb Clasificación perfil de reflujo según IPC.EDEC J-STD-020C.
Si el proceso de reflujo se sigue correctamente, la junta de soldadura debería poder cubrir toda la almohadilla de soldadura de la placa de circuito impreso de cerámica (consulte la Figura 4, a la izquierda). En la mayoría de los casos, la soldadura manual provocará un sobrecalentamiento del dispositivo debido a la alta conductividad térmica de la cerámica. Las temperaturas muy bajas darán lugar a soldaduras parciales, que además conducirán a una conexión débil a la placa de circuito impreso, como se puede observar en la Figura 4 (centro y derecha). La junta de soldadura en el medio es un ejemplo de una soldadura adecuada. Sin embargo, esa soldadura no pudo humedecer y cubrir toda la almohadilla. La unión de la derecha estuvo expuesta a bajas temperaturas y una soldadura inadecuada, lo que dio como resultado una cobertura de la almohadilla insatisfactoria y también una unión débil a medida que la soldadura se acumulaba. Se recomienda conectar un termopar al sensor para optimizar el perfil de soldadura y garantizar que no se supere ninguna de las temperaturas máximas.
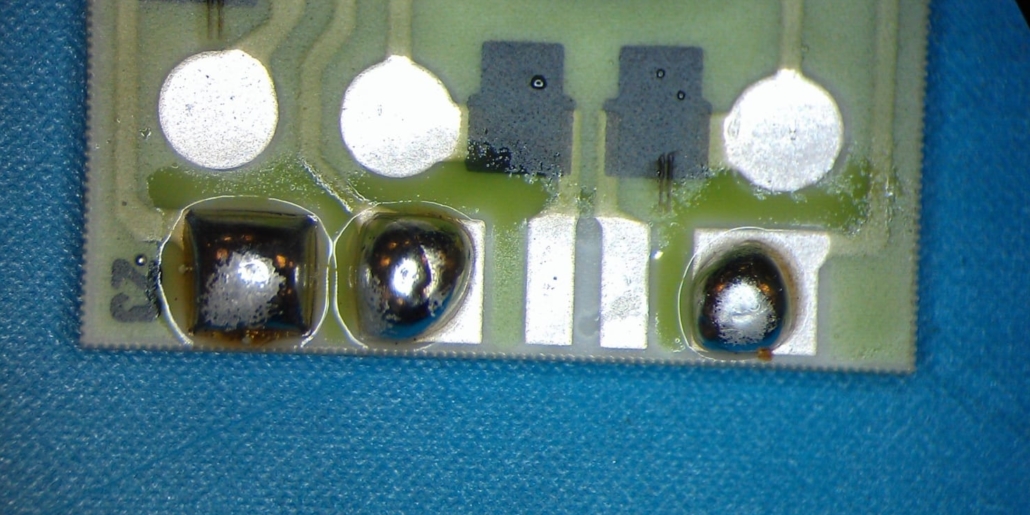
Figura 4. Ejemplo de unión de soldadura buena (izquierda) y unión de soldadura mala (centro y derecha).
Retardo de normalización de tensión para calibración
Para obtener los mejores resultados, Merit Sensor recomienda que cualquier sensor de presión de montaje en superficie se deje reposar a temperatura ambiente durante al menos 48 horas antes de la calibración. El estrés inducido por la soldadura por reflujo generalmente se normaliza dentro de este período y ayuda a mejorar la calibración del producto.
Para obtener más información, visite este artículo en AZONetwork.com








