Since manufacturers of medical equipment encounter constant pressures to balance cost and quality, pressure sensors present developers with contradictory requirements that can result in dangerous compromises. Pressure sensors pose a common reliability challenge that force manufacturers to depend on expensive ongoing maintenance and component replacement to work around the inherent short lifetime of the sensor. However, the stakes are still higher in medical applications, where these sensors have high accuracy and reliability requirements and where component failure can lead to safety risk.
Challenges
Despite the fact that the packaging of the sensor component is important in solving this issue, it is a challenge that has, until lately, eluded sensor manufacturers. A blood analyzer system is a typical use case. While this kind of medical application may not demand the pressure sensor to be operated in high temperatures or harsh fluids, even saline solution can eventually be corrosive, and the cleaning and sterilization process usually needs repeated contact with caustic chemicals such as bleach.
The main issue is that the adhesives that are employed to make the pressure seal and protect the sensor die and related circuitry ultimately soften in the surrounding fluid. The sensor circuitry is damaged, as soon as the seal breaks, thus creating a familiar reliability failure that can be high-priced if it causes a product recall or requires regular maintenance and replacement of the sensing subsystem.
Solution
An innovative new pressure sensor packaging approach creates an eutectic die bond on ceramic substrate using a gold-tin soldering alloy for a hermetic seal even in the presence of harsh fluids. When compared to the individual melting points, a gold-tin soldering bond with an 80:20 ratio makes an alloy with a much lower melting point, thus enhancing manufacturability while still retaining the benefits of both metals in severe environments. In addition, while this gold-tin solder is more expensive than adhesive, the cost differential is small in comparison to the considerable improvement in long-term maintenance costs and reliability.
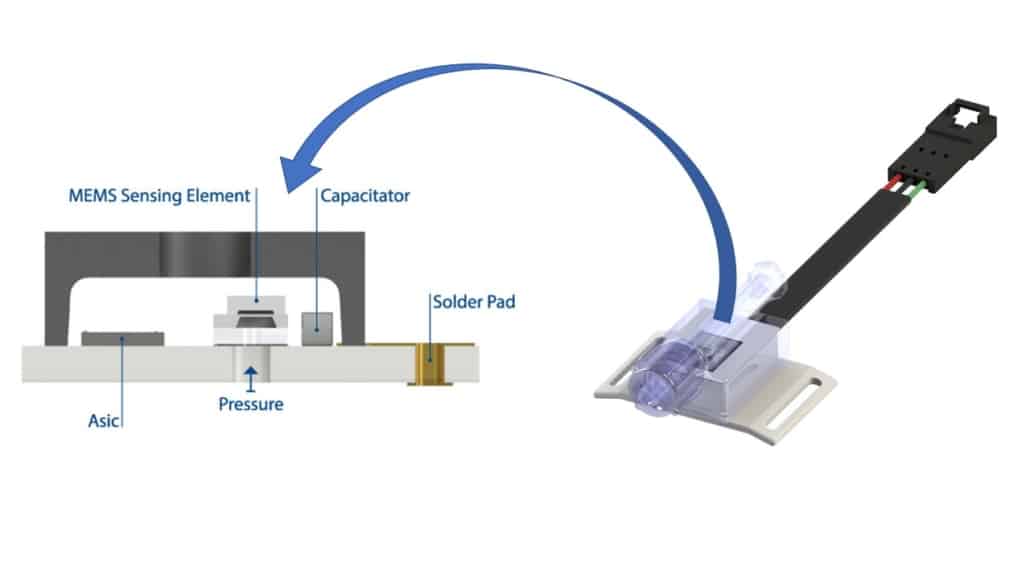
The MSS100 sensor from Merit Sensor Systems employs back-side entry and eutectic die attach that protects sensor circuitry for cost-effective high reliability in medical applications.
Conclusion
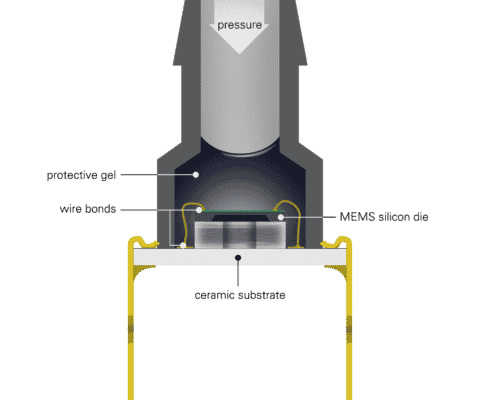
Checking whether the pressure media comes in at the back side or top of the sensor is an additional aspect that needs to be considered while comparing sensor packaging approaches. The circuitry must be protected from corrosion or shorts if the pressure is on the top side of the sensor. This protection is usually achieved with a protective gel. However, a gel that is stiff enough to bear corrosive fluids is generally also stiff enough to cause stress to the MEMS element.
This may lead to intolerable sensing errors in most medical applications. On the contrary, back-side entry uncovers only the eutectic die attach, glass and silicon to the pressure medium—elements that have been proven to withstand this environment—with no accuracy concerns of top-side sensors.
For medical equipment, packaging for pressure sensing applications is crucial to remove regular compromises, enhance product lifetime reliability and lower ownership cost.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/MSS100-with-sensor.jpg7201280Carly Rileyhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgCarly Riley2023-01-30 14:19:512023-01-30 14:19:51Pressure Sensors for Medical Applications
A number of pressure sensor applications in harsh environments such as industrial, automotive, aerospace and even medical equipment present developers with contradictory requirements that result in expensive compromises. Generally, these sensors are employed to measure flow, level and pressure of harsh fluids such as refrigerant, oil, gas or other caustic solvents that can damage the sensor element. Additional challenges arise as a result of extended temperature requirements, even beyond compensation for accurate pressure readings.
Aerospace and automotive specifications are particularly stringent, with operating temperature ranges as wide as -40 °C to +150 °C. And these rugged applications usually have high accuracy and reliability requirements, as component failure can result in safety risk or product recalls. To respond, equipment manufacturers depend on expensive ongoing maintenance and component replacement to work around the inherent short lifespan of the sensor.
Challenges
Despite the fact that the packaging of the sensor component is important in solving this issue, it is a challenge that has, until lately, eluded sensor manufacturers. Consider a typical use case. An automotive application such as gas or diesel fuel-line sensing requires a sealed sensor element that can be installed within the fuel line to sense pressure changes that signify a plugged fuel filter, which offers a feedback signal to the car’s computer to warn the driver. Airplane engine, valve controls and gear, and leak-detection systems or measurement and control of compressors in industrial equipment usually have similar requirements. While medical applications may not demand the pressure sensor be operated in fluids as severe as gasoline, eventually even saline solution can be corrosive, and the cleaning and sterilization process typically needs repeated contact with caustic chemicals such as bleach.
The main issue is that the adhesives that are employed to make the pressure seal and protect the sensor die and related circuitry ultimately soften in the surrounding fluid. The sensor circuitry is broken, as soon as the seal breaks, thus creating a familiar reliability failure that can be high-priced if it causes a product recall or requires regular maintenance and replacement of the sensing subsystem.
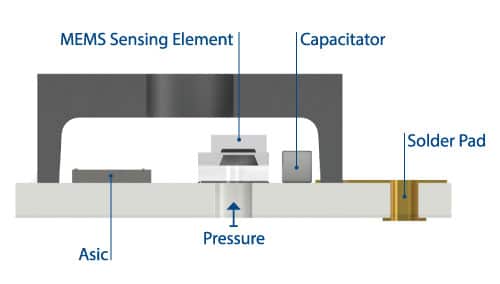
Figure 1. Sensor package showing back-side entry to protect electronic circuitry from harsh media.
The difficulty in packaging is further increased because of the extended temperature requirements. Despite the fact that some latest adhesives are capable of withstanding higher temperatures than was feasible in the past, humidity can destroy the bond strength of most adhesives and they still risk die detachment at pressures of 300 psi. Although there are exotic epoxies that can withstand some humidity and temperature extremes, storage and application lead to additional manufacturability issues, and these epoxies are capable of affecting accuracy of the sensing element in extended temperature applications.
Solution
In order to perform well in the ranges between -40 °C to +150 °C, a pressure sensor requires a stable MEMS element as well as stable packaging and manufacturing processes. However, instability usually occurs due to differences in the TCE (thermal coefficients of expansion) of the MEMS die and the substrate on which it is mounted. Although, stainless steel might be considered a perfect substrate, its TCE is much higher than that of silicon. The metal expands and contracts, as temperature changes, while the silicon elements soldered onto it go through much smaller changes. The MEMS element reacts to the stresses caused by the TCE differences, inducing errors that seem like pressure changes to the system—thus giving system designers a new reliability issue.
An innovative new pressure sensor packaging approach creates a eutectic die bond on ceramic substrate using a gold-tin soldering alloy for a hermetic seal even at extremely wide temperature ranges, in harsh fluids and at high pressure. The ceramic substrate features a TCE that is close to silicon so there is no considerable thermal mismatch, and tin and gold are common soldering elements that adhere well to harsh fluids.
While manufacturability is affected by their high individual melting points, an alloy with a much lower melting point is produced by a gold-tin soldering bond with an 80:20 ratio. This in turn enhances manufacturability at the same time as retaining the benefits of both metals in harsh environments. Despite the fact that this gold-tin solder is more expensive than adhesive, the cost differential is small when compared to the considerable improvement in maintenance costs and long-term reliability.
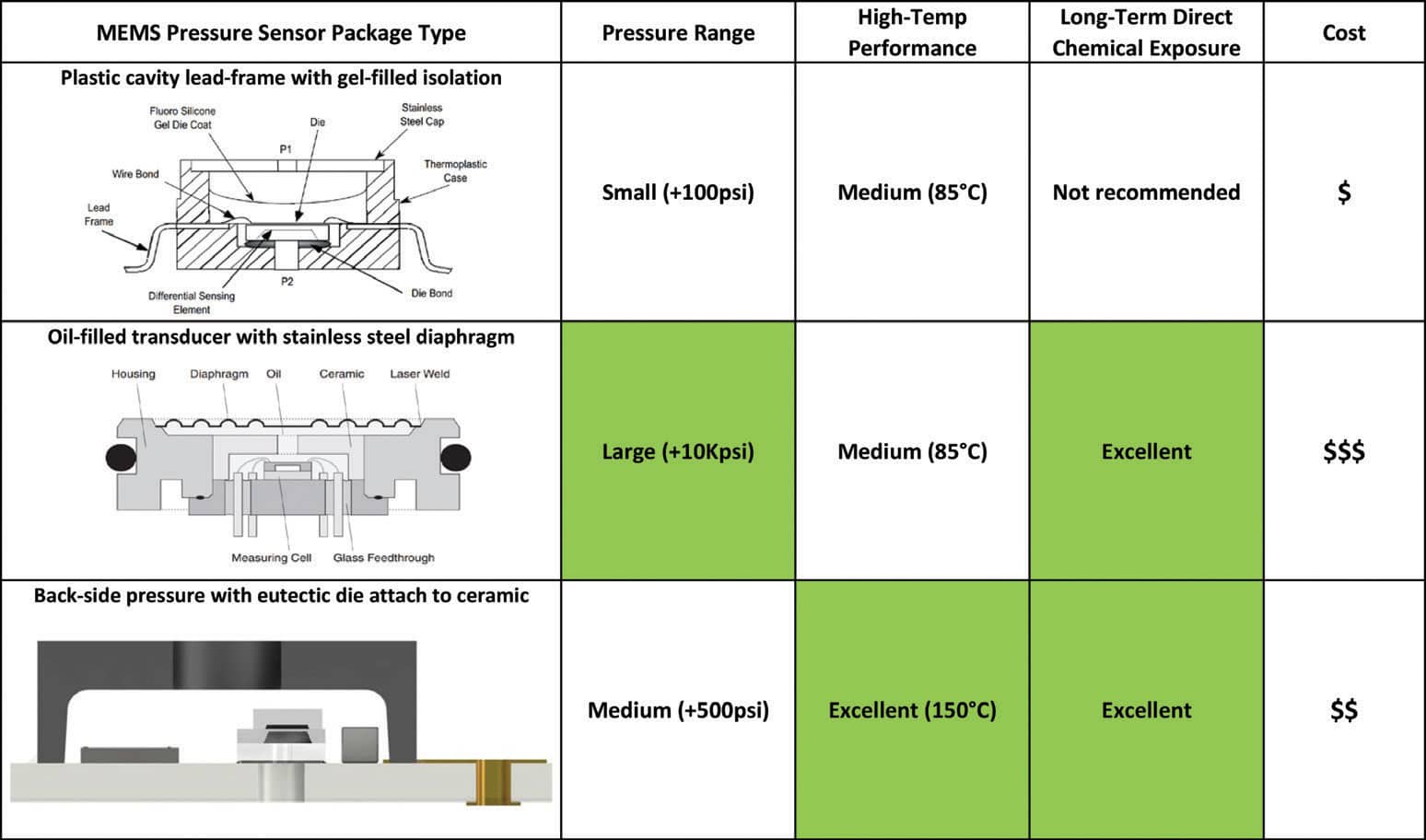
Table 1. Comparison of pressure sensor package types across harsh application requirements.
Conclusion
Checking whether the pressure media comes in at the back side or top of the sensor is an additional aspect to be considered while comparing sensor packaging approaches. The circuitry must be protected from corrosion or shorts if the pressure is on the top side of the sensor. This protection is usually achieved with a protective gel. However, a gel that is stiff enough to bear corrosive fluids is generally also stiff enough to cause stress to the MEMS element, which, again, produces sensing errors. On the contrary, back-side entry uncovers only the eutectic die attach, glass and silicon to the pressure medium—elements that have been proven to withstand these harsh environments.
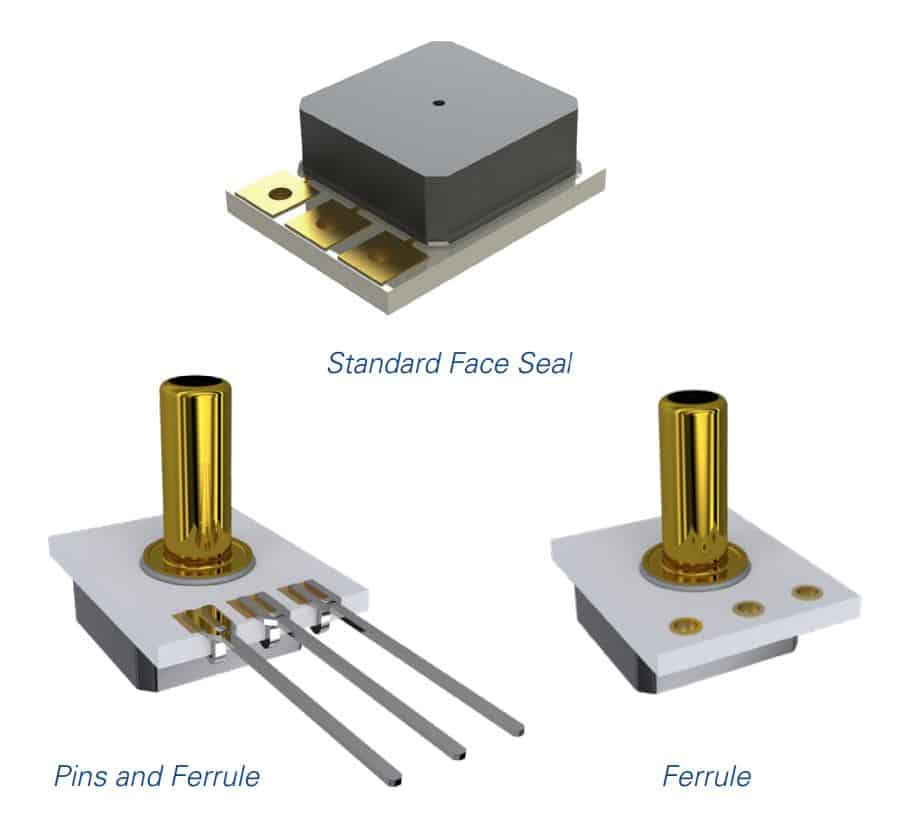
Figure 2. Merit Sensor harsh-media, extended-temperature sensors are available with optional ferrule (right), pins and ferrule (left) and standard face seal. (top).
System developers who are in need of pressure sensing abilities in extended-temperature, harsh-media applications have found that packaging is important to lower ownership cost and enhance product lifetime reliability. This challenge has been eventually resolved.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/TR-full-series.jpg833900Carly Rileyhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgCarly Riley2023-01-30 14:12:572023-01-30 16:23:45Pressure Sensor for Extended Temperatures
The choice of components in a system, including pressure sensors, is significantly affected by price efficiency. If the components exactly fit into the application without the addition of irrelevant cost or value, then it is possible to achieve the best results. The research on various sensor module configurations led to the discovery of an uncompensated configuration — pressure sensor without signal conditioning and any offset and span thermal shifts correction—that can offer the best cost-performance choice.
Generally, the advantages for an uncompensated sensor are as follows:
Good signal for sensitivity/level, linearity, hysteresis
Faster signal conversion
Signal conditioning cost saving
Low voltage capability with less energy consumption
High sensitivity/resolution
A step-by-step approach to analyzing your application and requirements will help in making the appropriate decision.
Step 1: Sensor Surrounding Check
In the majority of cases, a digital or A/D input is available in the circuit. If that function is already present, then paying for it again in a compensated sensor, particularly if the existing input already provides higher resolution and conversion timing is unnecessary. An uncompensated output signal is high enough even at low pressure in a large number of cases. For example, at 1 psi a bare die delivers generous 40 mV output @ 5 Vdc (See Figure 1).
Figure 1. Merit Sensor J-Series (1..300 psi range) transfer function.
The ability to work with extremely low power supply voltage, starting from 1.0 Vdc, is another feature of the uncompensated configuration. This adds the extra benefits of quick power-up time, low self-heating effects and low power consumption, which all have to be considered in battery-driven applications, for instance.
Step 2: Define the Limit
It is important to define the signal accuracy requirement. Since the uncompensated signal comes from the bare die without compensation, a number of parameters should be taken into consideration for final error calculation, including TCS (temperature coefficient of sensitivity), TCO (temperature coefficient of offset), sensitivity and linearity.
The sensitivity (mV/V) value determines if the front end of the conditioner — a microprocessor or microcontroller – works correctly. It defines the resolution of the measurement, along with the available bits (A/D converter). An A/D converter up to 16 bit can be used without any difficulty due to the exceptional signal-to-noise ratio. However, signal calibration is necessary as the bare die has a sensitivity spread. The typical sensitivity value differs +/-10% from one batch to another and within 5% within the same batch and wafer.
The signal error is directly affected by linearity. Depending on the MEMS signal characteristics, it can be compensated easily if the final accuracy is tight. Generally, the non-linearity error is usually less than 0.2% at the midpoint of the pressure range based on Best Fit Straight Line (see Figure 2). The non-linearity error can be compensated to achieve better than 0.2% by introducing a third pressure point.
Figure 2. By adding a third pressure point, non-linearity errors can be compensated to achieve better than 0.2%.
Repeatability and hysteresis, which are typically less than 0.05%, are two parameters coming from the bare MEMS die that cannot be compensated. The impact of these two parameters is generally insignificant as it is pertains to the overall accuracy specification.
At a fixed temperature, the following errors should be taken into consideration when compensating a MEMS element:
+/- Offset: pressure calibration at zero with 1 point
+/- Signal (spread): pressure calibration with 2 points
+/- Linearity: pressure calibration with 3 points
+/- Hysteresis/ repeatability: Typical error less than 0.05%
Another key parameter required to complete the error calculation would be operating temperature. The thermal error should be calculated in order to determine if temperature compensation is needed. The example given below demonstrates a simple case where the temperature error is 0 to +50 °C.
Example: Temperature range: 0 to +50 °C with respect to ambient temperature (25 °C), the maximum delta is: 50-25 = 25 °C
Max. Offset drift (TCO): +/- 0.25% FS/ °C * 25 °C = +/- 6.25% FS
Max. Span drift (TCS): -2200 ppm = -0.22% FS/ °C * 25 °C = -5.5% FS
Total temperature drift error: +6.25% FS/ °C, -13.25% FS/ °C (worst case)
Note: TCS is always negative and could be compensated as a fixed value for at least half of the value and with a defined algorithm.
If temperature compensation is needed, then there are a couple of basic options available to help achieve one’s accuracy requirements.
Step 3: Calibration/Compensation Process
Depending on the requested error calculation and calibration, the next step is to define whether the requested process can be carried out and where it will be performed. Temperature compensation and pressure calibration have different impacts on the manufacturing process. In either case, both steps can be outsourced or performed in-house during the manufacturing process.
As a pressure test may already be present at the manufacturing site, this step could be used for the pressure calibration. In contrast, temperature compensation requires specific equipment and know-how. The uncompensated sensor requires accurate and stable temperature management to ensure a constant and safe compensation process. This typically needs process time and an easy way to pressurize the sensor, for example, if the span thermal shift has to be compensated.
Conclusion
Developers will be able to make the right decision between a compensated and uncompensated sensor if the required accuracy and exact operational temperature limits are defined. MEMS sensors have an important TCS and TCO and this can result in a decision to implement temperature compensation, which in some cases can incur heavy costs.
Whereas, if the total error is within the expected accuracy, a simple one pressure point calibration in combination with one temperature compensation guarantees high resolution, fast response time, low power and eventually low cost.
Application
Uncompensated sensors from Merit cover an extensive pressure range from 10 mbar up to 35 bar and can be employed to measure air and non-corrosive liquids and gases. The temperature range is broad, which makes the parts ideal for many applications. An automatic placement machine handles the package and the same can be soldered using lead-free reflow process.
Due to the narrow temperature range in the medical field (0 to 50 °C), uncompensated sensors work well in applications such as blood-pressure monitors, inflation devices, hospital gases, vacuum monitoring and liquids pressure, air/flow (respirators) measurement.
For the consumer and industrial industries, many applications with moderate to extended temperature ranges such as water pressure monitoring, building/clean room pressure monitoring and filter block detection, use uncompensated sensors as the pressure and temperature calibration is already incorporated into the final product.
Figure 2. MS-Series, uncompensated sensor (1 to 35 bar G/A).
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/MS-Series-Round-Chimney-with-Gel-scaled.jpg15462048Carly Rileyhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgCarly Riley2023-01-30 13:39:422023-01-30 13:39:42Sensor Modules – Uncompensated But Cost-Efficient
Examples of a basic automobile go back as early as the 1700s, with the design and engineering of steam-powered engines, built to transport humans. By 1806, the automobile industry started the production of engines running on fuel such as gasoline and petrol. Since 1985, the revolution of car design has resulted in creating a machine that is intuitive enough to make transportation as smooth and sophisticated as possible.
Modern-day vehicles – whether these take the form of a car, motorcycle, truck, aircraft, or boat – will all have an array of sensors embedded within the skeleton of a vehicle to animate and bring a fuel-powered structure to life. The scope of this article discusses oil pressure sensors as one particular sensor type in an automobile.
Functional Principle
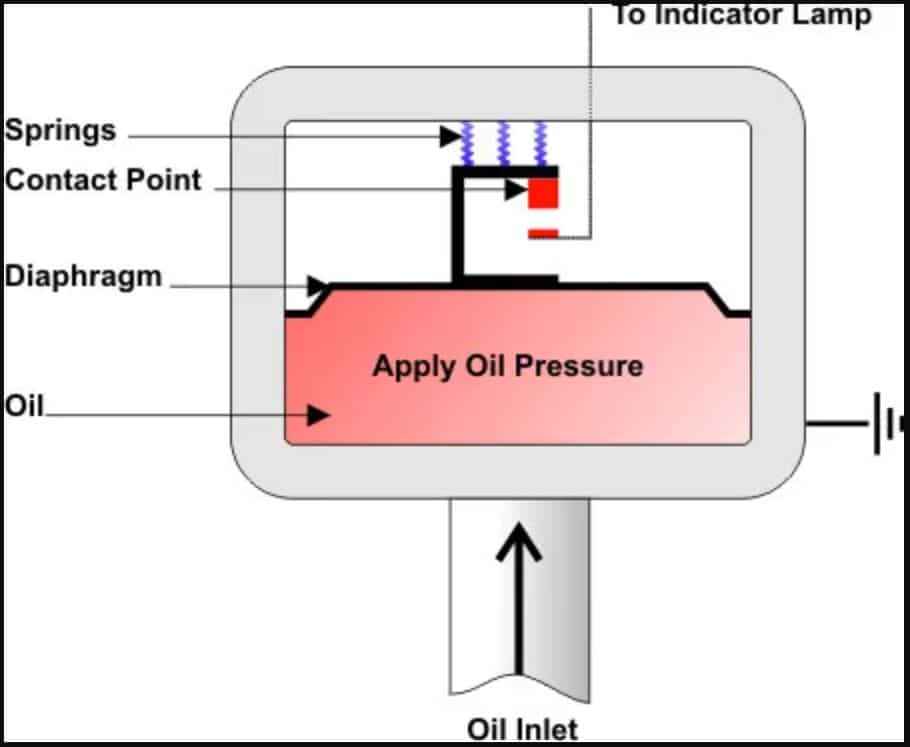
Standard oil pressure sensors work by displaying a warning signal when the oil pressure falls outside of the set range. Two important components to the oil pressure sensor include the spring-loaded switch and a diaphragm. The spring-loaded switch is connected to the diaphragm that is exposed to the oil pressure.
The pressure switch is mounted onto the side of an engine block and wired to an oil gallery. As the force of the oil pressure starts to build on the diaphragm, this force overcomes the switch spring pressure, which then pulls apart the electrical contacts to turn on the warning light. If the oil pressure falls below the set limit, the diaphragm releases pressure off the springs to close the switch contacts that would normally result in the display of a warning sign to the driver (Figure 1).
Figure 1. Working mechanism to an oil pressure sensor system. Image Credit: Clemson University
The low oil pressure indicator light is displayed on the dashboard of a vehicle. Any driver will know that when this light flashes continuously, it is indicating a momentary drop in the oil pressure. However, if this light remains switched on, the driver is alerted to a complete loss of oil pressure. So, when the engine to a vehicle is switched on, an electrical current travels from a fuse and straight to the oil pressure switch, making sure that the indicator light is ‘off’. When oil pressure starts to rise above 4.3 psi (per square inch), the diaphragm moves apart the contacts, thus switching on the oil pressure light.
Pressure Gauge Sensor
A low oil pressure warning light is one method used to alert the driver to fluctuations in the oil pressure levels. An alternative system for this purpose is known as a mechanical type pressure gauge component. There is a Bourdon tube inside a pressure gauge that tends to straighten out upon receiving pressure via a copper tubular component. The Bourdon tube is attached to a needle on the gauge, which moves as the tube begins to take a different shape. Movement of the needle across a scale on the gauge is used as a reference point to indicate changes in oil pressure inside the engine to a vehicle.
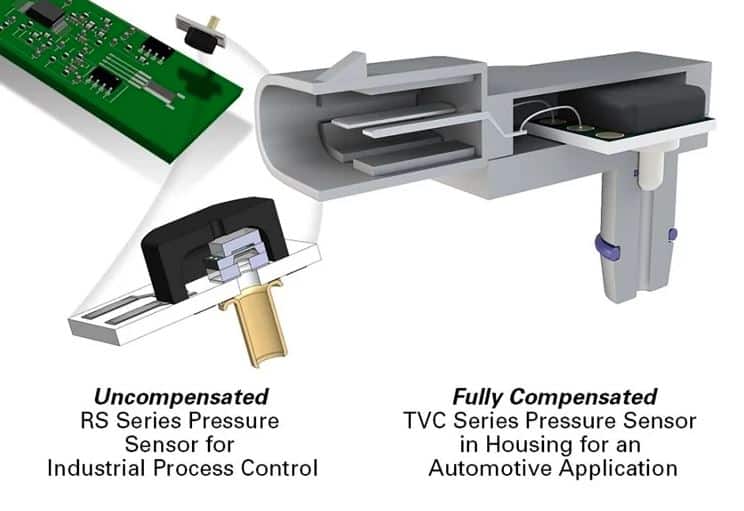
Take a look at Merit Sensor’s product portfolio, and you will see that the pressure sensors are available fully compensated, passively compensated, and uncompensated. Let’s briefly review the differences.
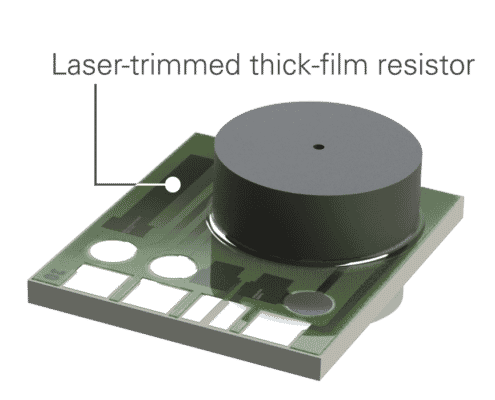
When signal conditioning is used to compensate for a sensor’s non-ideal output, the sensor is considered fully compensated. When laser-trimming technology is used to change a sensor’s resistor properties and performance, the sensor is considered passively compensated. And when a sensor comprises nothing more than a MEMS die bonded on a ceramic substrate and wire bonded to the metal traces on the ceramic but has no signal conditioning and no laser-trimmed resistors, the sensor is uncompensated.
The application in which a pressure sensor is used often determines whether the customer needs the sensor to be fully compensated, passively compensated, or uncompensated. For example, in monitoring blood pressure, a pressure sensor is exposed to only a narrow temperature range around room temperature. A passively compensated pressure sensor is accurate enough for the application. In monitoring pressure in the fuel rail of an automobile, however, the pressure sensor needs to be able to function accurately and consistently in much wider temperature ranges. It is also only one of many different parts assembled in volumes too large to do compensation in line. A fully compensated pressure sensor is ideal for this application. But to measure variable air volume in a building, a customer could purchase a pressure sensor uncompensated because the pressure sensor would likely be integrated into the control board, where the compensation could be done.
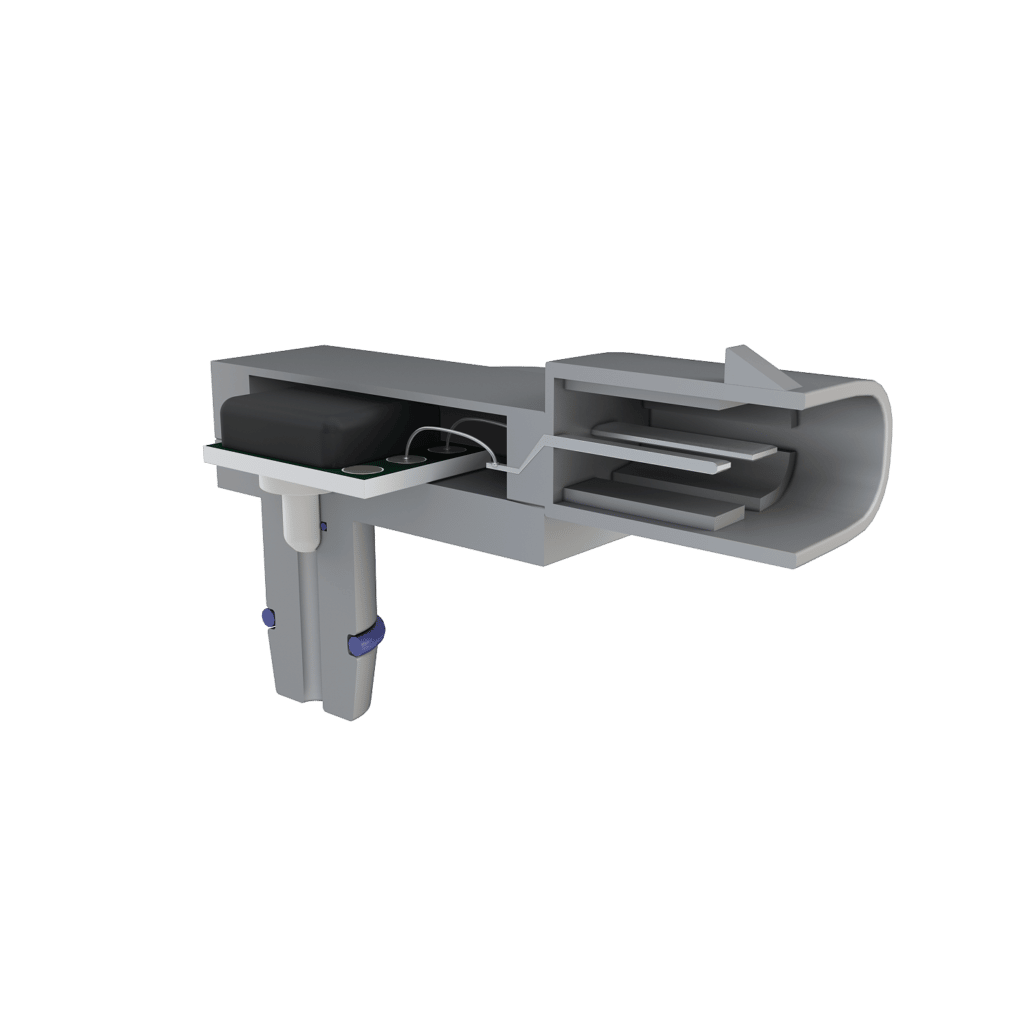
Fully Compensated TVC Series Pressure Sensor in Housing
There is also the issue of packaging the pressure sensor, i.e. integrating it into a housing. If a customer’s packaging process introduces significant stress to the sensor, a compensated sensor would register a new zero point, and the compensation would be flawed. In this case the customer should consider purchasing an uncompensated sensor and then compensating it, or having it done by a specialist, once the sensor has been completely integrated into the final module.
Pressure-sensor compensation is challenging and costly, though. It requires specialized equipment and expertise. Perhaps most important, it is time consuming. Each sensor needs to be calibrated individually, and the equipment takes a long time to reach the required temperatures for calibration.
At Merit Sensor we are calibration experts. We know that some of our customers are too, while others are not. That’s why we have pressure sensors available uncompensated, passively compensated, and fully compensated to suit the needs of various customers.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/Compensated-and-Uncompensated-Pressure-Sensors.jpg511744Carly Rileyhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgCarly Riley2023-01-30 08:59:082023-01-30 08:59:08Compensated and Uncompensated Pressure Sensors
To evaluate the quality and performance of a MEMS silicon die, customers must rely on specifications, at least until they can test parts for themselves. This article will discuss the most common specifications related to these pressure-sensor dies.
The primary thing to understand about MEMS dies is that when they are exposed to either pressure or temperature, they will produce a corresponding output, which will be in millivolts, provided that an input voltage, or excitation voltage, has been supplied. The millivolt output from the MEMS die is essentially the pressure value. Therefore, the general characteristic to look for in any MEMS die is a stable and repeatable output when the die is tested under various conditions.
This article discusses common specifications used to characterize a pressure-sensor die’s performance under different operating conditions.
The first groups of specifications we will discuss are commonly used to characterize how the MEMS die will perform at room temperature (25 °C).
Bridge resistance (or impedance): This indicates the resistance (from Ohm’s Law the voltage divided by the current) measured across the bridge. Due to our Wheatstone bridge design along with our Sentium® and MeritUltra™ processes, the input resistance (+E to -E) and the output resistance (+O to -O) on all of our dies are the same.
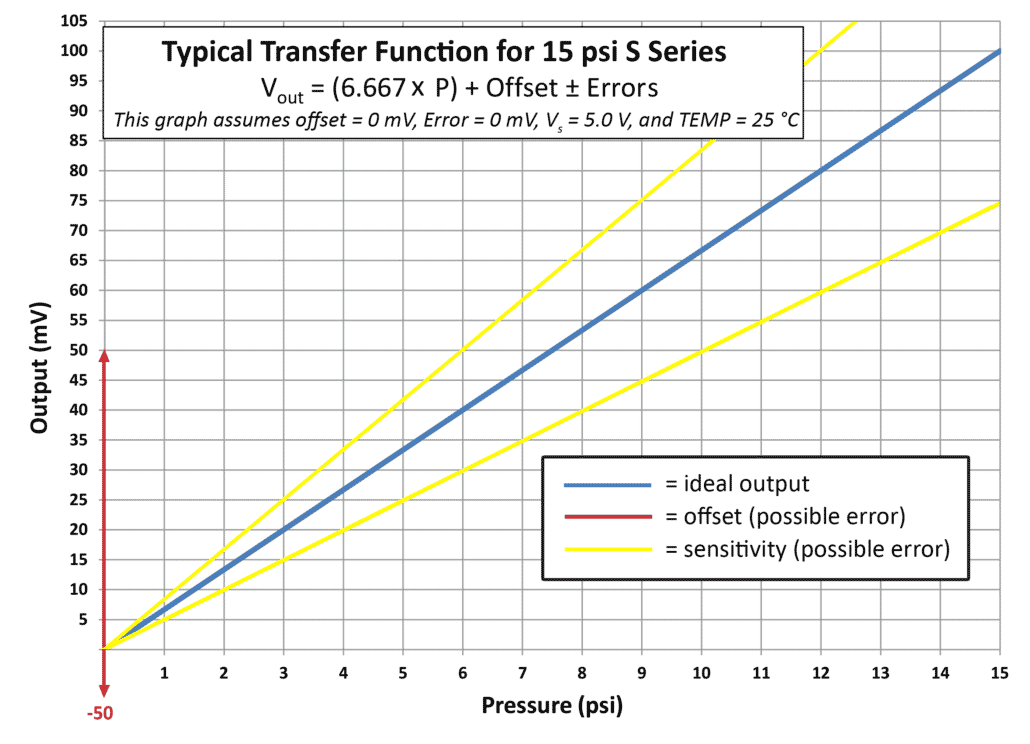
Offset (or zero-pressure output voltage): This indicates the difference, at zero pressure, between zero output and the actual output of the MEMS die. With absolutely no offset, at zero pressure the output would be 0 mV/V. However, with an offset of ±10 mV/V, the difference with 5 volts of excitation could be ±50 mV. Refer to the image of the transfer function below.
Sensitivity (or span): Sensitivity and span are, in general, synonymous. The two terms are used to indicate the electrical output, or the response, of the MEMS die to an applied pressure and supply voltage. It is typically represented by the slope of a line on a graph with output on one axis and pressure (for a given supply voltage) on the other axis. Refer to the image of the transfer function below. Sensitivity is generally stated in terms of microvolts per volt per psi (µV/V/psi).
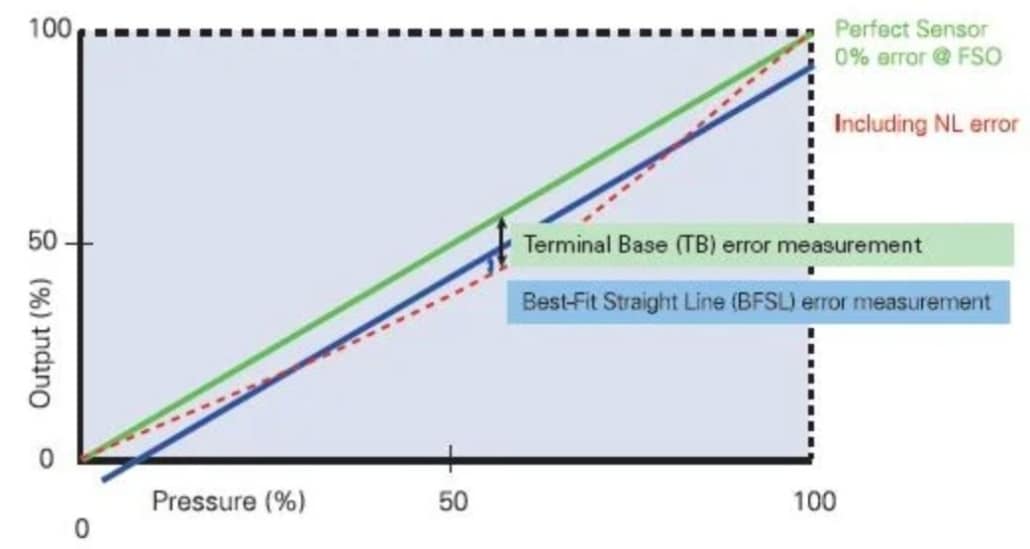
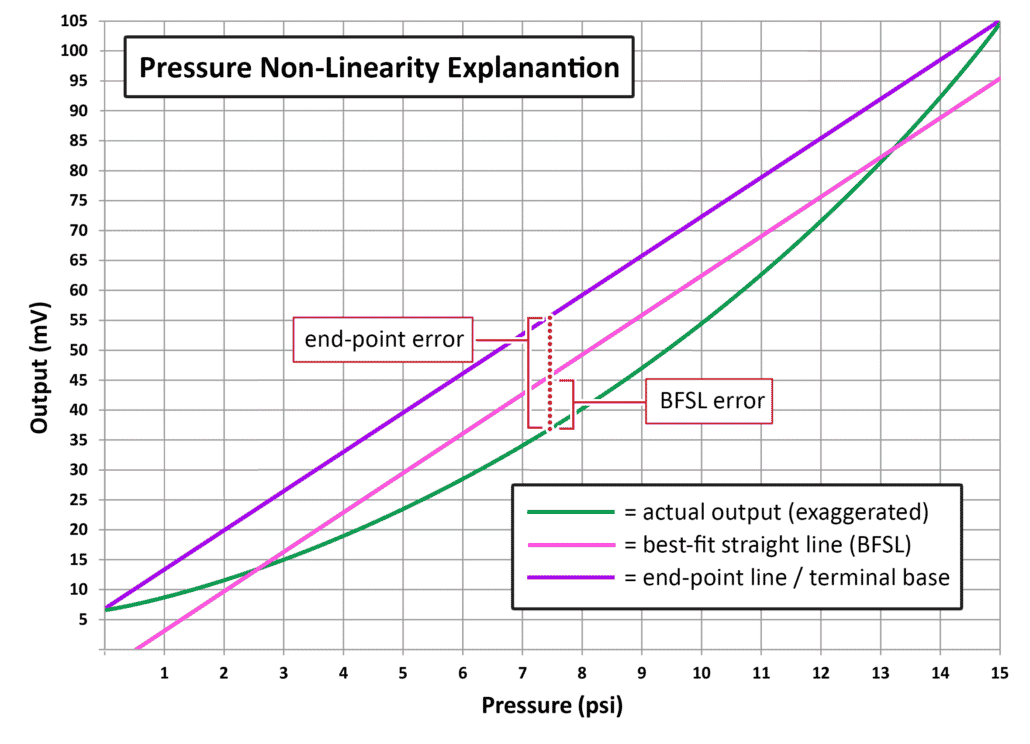
Non-linearity (or linearity): This shows how linear/non-linear the output is. The ideal output is perfectly linear. For example, at a constant 5-volt supply, for every pound per square inch that the pressure were to increase, the output in millivolts would increase linearly, as shown in the image of the transfer function above. The pressure non-linearity is calculated by measuring—at the mid-point of the pressure range—either of two differences: One is between the actual output and the best-fit straight line (BFSL) or the other is between the actual output and the invisible line that connects the two endpoints of the actual output. This line is called the end-point line or terminal base. Refer to the image below. The actual output shown in this image has been exaggerated for illustration. Whether the pressure non-linearity is based on the BFSL or end-point line, it is expressed as a percentage of the full-scale output (FSO).
Pressure hysteresis: This shows the delta, or difference, of the output at zero pressure and then up to full-scale pressure and back to zero pressure. It would be ideal to have no pressure hysteresis, meaning the output would be the exact same every time the pressure returned to zero. This specification will give you one indication of the die’s repeatability. Pressure hysteresis is expressed as a percentage of full-scale output (FSO).
The next three specifications indicate how a part will behave over a specified temperature range. At Merit Sensor all MEMS dies are tested over a temperature range from -40 to 150 °C. These three specifications are first-order effects.
Temperature coefficient of offset (TCO): This is also known as temperature coefficient at zero pressure (TCZ). This indicates the offset changes at zero pressure as temperature changes.
Temperature coefficient of resistance (TCR): This indicates how the resistance changes at zero pressure as temperature changes. The bridge resistance does change significantly over temperature.
Temperature coefficient of sensitivity (TCS): This is also known as temperature coefficient of span. It indicates the deviation in full-scale output as temperature changes. As the temperature increases, sensitivity decreases. So at room temperature you might get a 100 mV output, but at 150 °C the output will decrease to around 75 mV.
The great news is that all the errors listed above are repeatable and consistent, which means they respond well to compensation. In addition to manufacturing MEMS dies, Merit Sensor also builds pressure-sensor packages and performs calibration over various temperature ranges.
The following two specifications, however, deal with errors that cannot be compensated: thermal hysteresis and long-term drift. Therefore, if you are trying to decide which MEMS die to buy, you will want to find a supplier that produces parts with good specs in these two areas. We, at Merit Sensor, know that our customers do not want their parts, which contain our MEMS dies, to fail in their customers’ applications; therefore, we take pride in producing MEMS dies with excellent thermal hysteresis values and long-term stability.
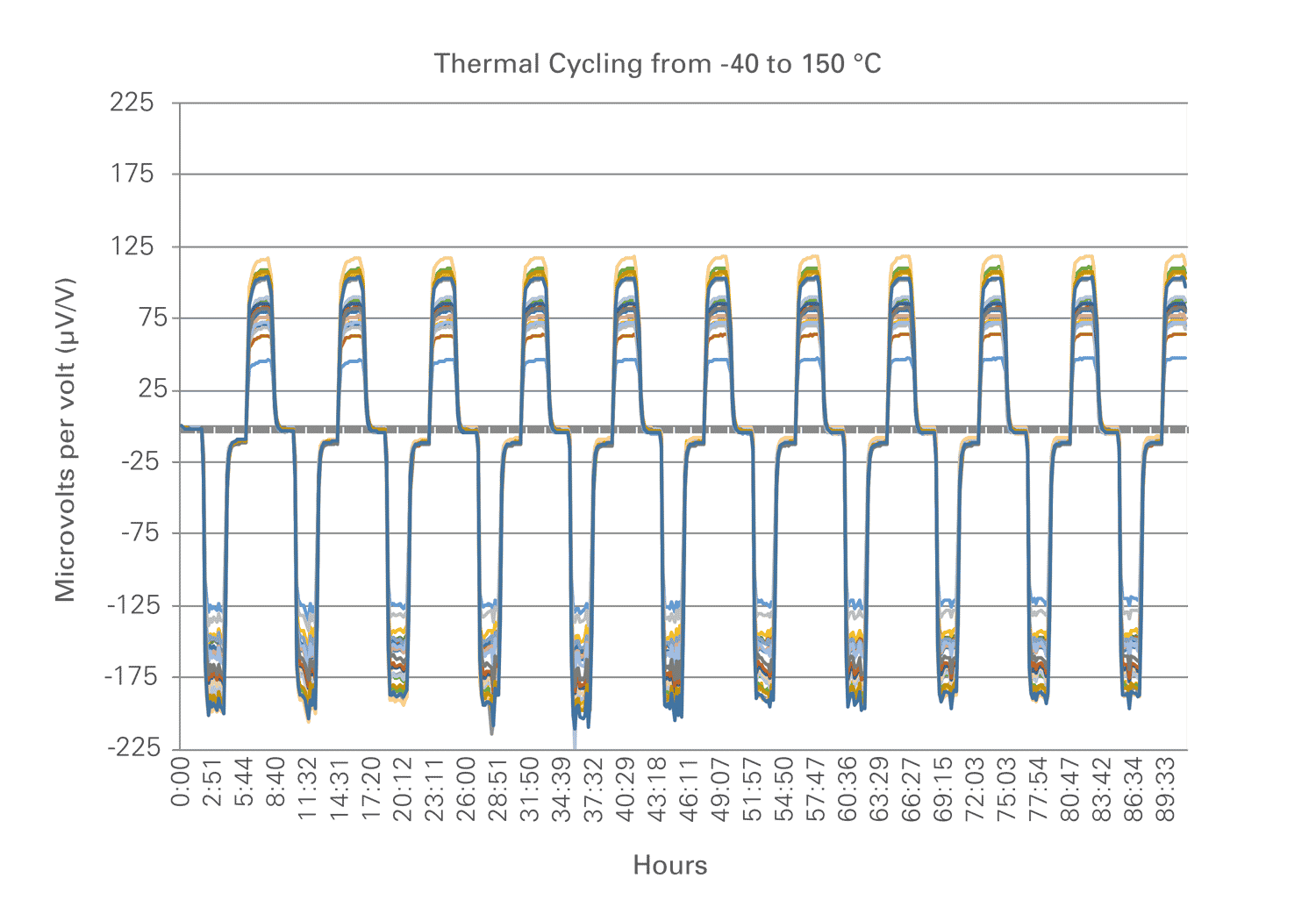
Thermal hysteresis: This is typically performed at zero pressure and shows the difference between the output when the temperature is at room temperature and then increased to 150 °C and then returned to room temperature and then decreased to -40 °C and then returned again to room temperature and so on. This testing characterizes the repeatability of the die over numerous thermal cycles. It would be ideal to get the same output every time the temperature returned to a given value.
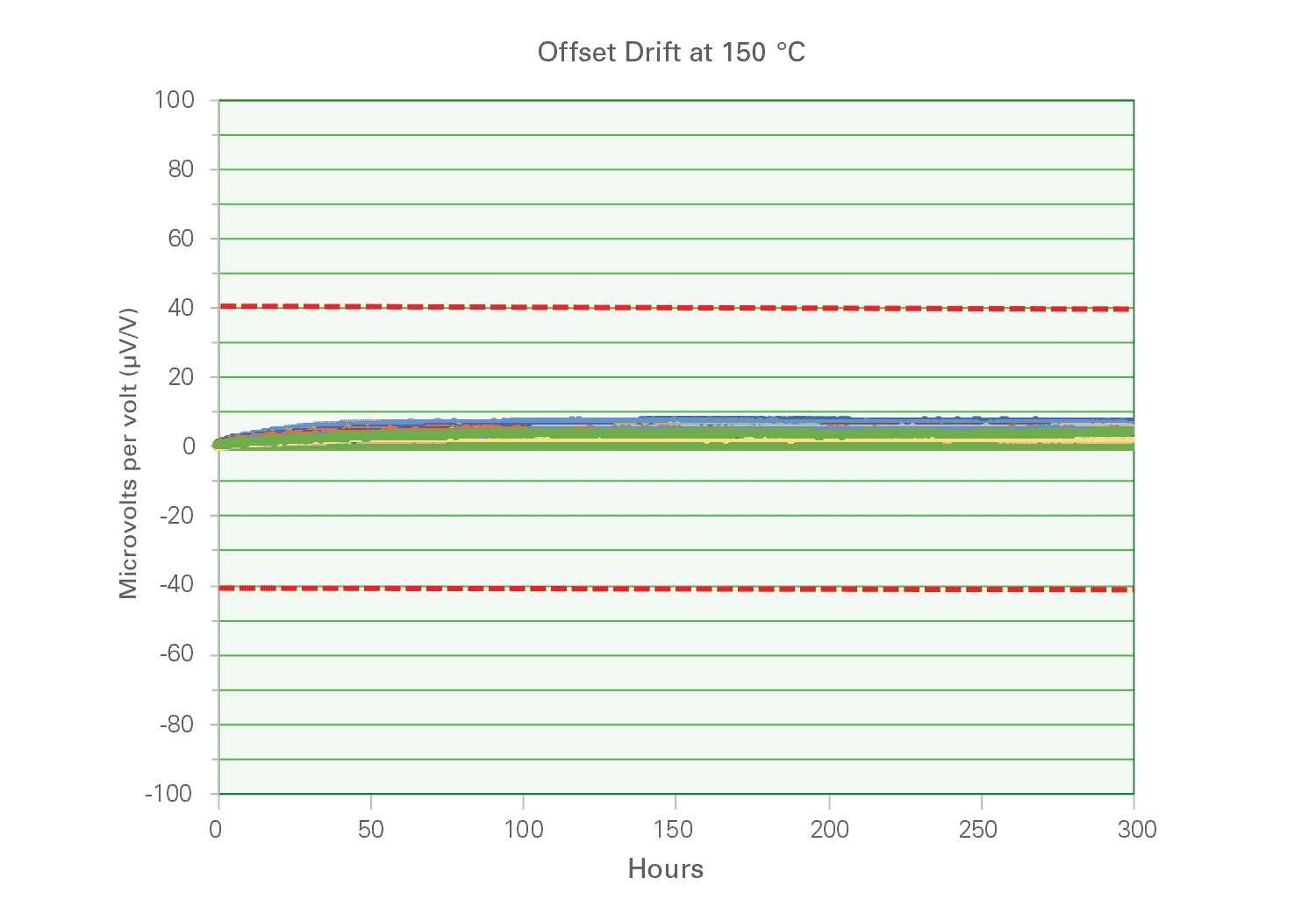
Long-term stability (or long-term drift): This specification indicates how stable the output of the die will remain, or, in other words, how little the offset will drift, over time and sustained temperature. We have tested parts, for example, at 150 °C for 300 hours.
One thing to watch for is a data sheet advertising a MEMS die with an accuracy of ±0.25 %. Here’s the catch: That accuracy refers only to non-linearity at room temperature; it does not take the other errors that have been discussed into consideration. Hopefully this article has helped you to better understand the different performance characteristics of MEMS silicon dies and the specifications that are used to quantify the dies’ performance.
Finally, if you would like to learn more about the technology and performance of MEMS dies, we invite you to watch our recently broadcast webinar, which is now on demand.
https://meritsensor.com/wp-content/uploads/15psi_S-Series_Transfer_Function.png14802048Chris Londonhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgChris London2021-05-25 16:52:292022-08-25 14:13:41Understanding Common Specifications for MEMS Silicon Dies
At the heart of every MEMS pressure sensor is a MEMS silicon die. Merit Sensor owns and operates a wafer fab, where it produces all of its own MEMS die. Packaging a MEMS die requires specialized equipment and skills to handle the small and sensitive die and to perform delicate wire bonding. Therefore, many customers purchase pressure-sensor packages, in which the die have already been mounted and wire bonded. This article will discuss Merit Sensor’s three types of packages: uncompensated, passively compensated, and fully compensated.
Uncompensated
The most basic pressure-sensor package is uncompensated. In an uncompensated package the MEMS die has been mounted to a ceramic substrate with a special die-bond material, wire bonded to electrical traces on the ceramic, and covered with a protective cap or gel. Since each silicon die is inherently unique, the output for each one will be unique. Fortunately, silicon die have outputs that are very repeatable. This means the output can be compensated.
PMD Series Pressure Sensor – Uncompensated
To get an accurate output, the customer will need to perform some degree of compensation. Certain applications lend themselves to compensation performed by the customer. Factors that will often determine whether the compensation is performed by Merit Sensor or the customer include the following:
Cost
Accuracy
Size
Output signal
Passively Compensated
A more ready-to-use version of a pressure-sensor package, especially for use at room temperature, is one with passive compensation. In this case the pressure-sensor package is basically the same as an uncompensated package; however, the thick-film resistors on the ceramic substrate have been laser trimmed, providing adequate compensation of the die’s output in operating temperatures between 10 °C and 40 °C.
AP Series Pressure Sensor – Passively Compensated
For applications, such as invasive blood-pressure monitoring in a hospital room, compensation in this temperature range is sufficient. Other benefits of passive compensation are the pure analog signal with practically infinite resolution and frequency response times in microseconds.
Fully Compensated
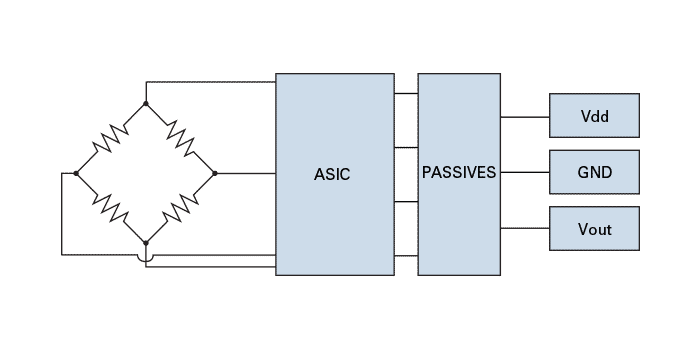
In a fully compensated pressure-sensor package, signal conditioning (an on-board ASIC) is used to compensate the die’s output across a wide temperature span. A MEMS silicon die does not know the difference between pressure and temperature, so this level of compensation is especially critical in applications where the temperature of the sensing environment fluctuates drastically or reaches extremes highs or lows. Compensation through signal conditioning can provide a linear output and make that output as accurate as ±1 percent of the full-scale output (±1 %FS total error band) in operating temperatures between -40 °C and 150 °C.
Wheatstone Bridge on a MEMS Die with an On-Board ASIC
If we use fuel pumps in airplanes and fuel rails in vehicles for examples, it is typical for pressure sensors to be exposed to extreme temperatures; nevertheless, it is essential that these pressure sensors offer an accurate output. A fully compensated pressure sensor would be the appropriate solution.
TVC Series Pressure Sensor – Fully Compensated
It is important to emphasize that each pressure sensor will require individual compensation, as each one will have a unique output inherent to its MEMS die. Many customers simply do not have the time or equipment to do this logistically or economically to each unit passing through their assembly line.
Merit Sensor has the experience and equipment to handle this necessary step for the customer. Furthermore, it often, although not always, makes sense for compensation to be done before the part leaves our facility. Nevertheless, we have left options for those customers who choose to do their own compensation. As always, our sales managers and technical team will be happy to answer any related questions.
https://meritsensor.com/wp-content/uploads/housing.png6821000Chris Londonhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgChris London2020-11-25 17:26:392022-08-25 16:49:56Three Common Types of Pressure-Sensor Packages
Merit Sensor has owned and operated a wafer fab from its beginnings. Fabricating our own MEMS (micro-electro-mechanical systems) sensing elements, or die, is something that sets us apart from other pressure sensor manufacturers, many of whom source their MEMS die from foundries or suppliers. Producing our own wafers, which are diced into individual MEMS sensing elements, allows us to control our own technologies, development, and supply chain. To learn more about the advantages, read this AZoSensors interview with our director of engineering.
Since we continue to see interest worldwide in these MEMS sensing elements, we continue to develop MEMS die with superior performance at competitive cost. Our newest MEMS product on the market is the S Series, offering optimal size, sensitivity, and stability. Perhaps best of all is its excellent performance in regards to thermal hysteresis. Each of these characteristics will be discussed below.
Size
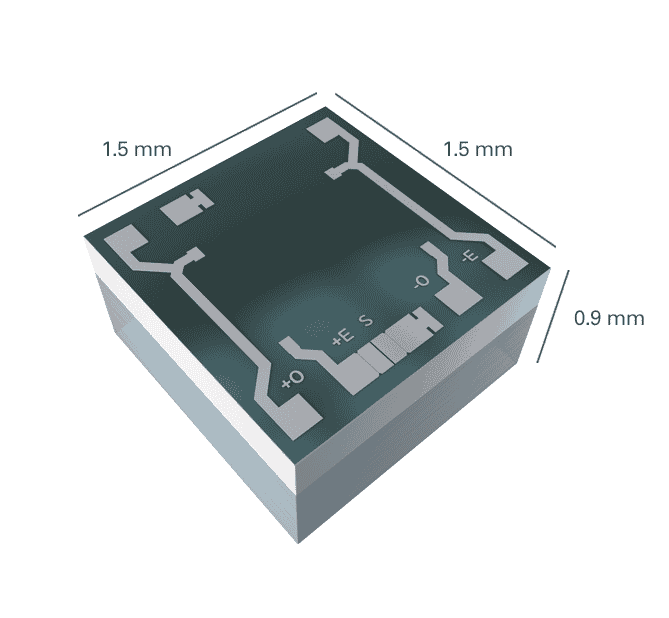
One remarkable feature of the S Series is its solid performance at a very small size: 1.5 mm x 1.5 mm x 0.9 mm. This size also makes it is possible to optimize the amount of die produced on each 150 mm (6 inch) wafer. The end result is a lower-cost die for the customer without any loss of superior performance.
S Series MEMS Die Dimensions
Sensitivity
Silicon, which is the raw material of MEMS wafers, has piezoresistive properties, which means when pressure is applied, it is strained and its resistance changes accordingly. An output is based on the changes in resistance. Merit Sensor uses Wheatstone bridge technology to optimize the linearity of the output. It is challenging, however, to obtain an adequate output when the pressure is low. Nevertheless, through Merit Sensor’s proprietary MeritUltra technology the S Series provides a typical output at 5 psi / 34 kPa / 345 mbar of 100 millivolts (mV).
Stability
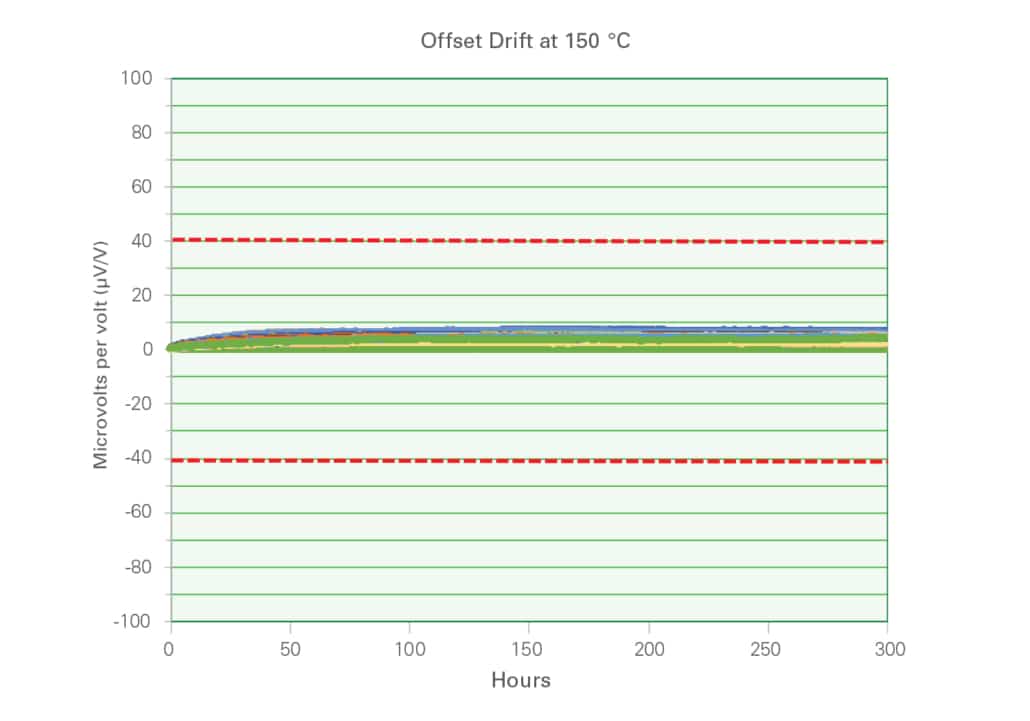
A stable part will remain accurate, i.e. it will not drift, over time and sustained temperature. The S Series data sheet specifies a long-term stability of ± 0.2 % of the full-scale output (% FSO). The chart below shows how stable and accurate the part has proven to be, demonstrating a typical offset drift of <0.05 % FSO at 300 hours.
Long-Term Stability of the S Series
Thermal Hysteresis
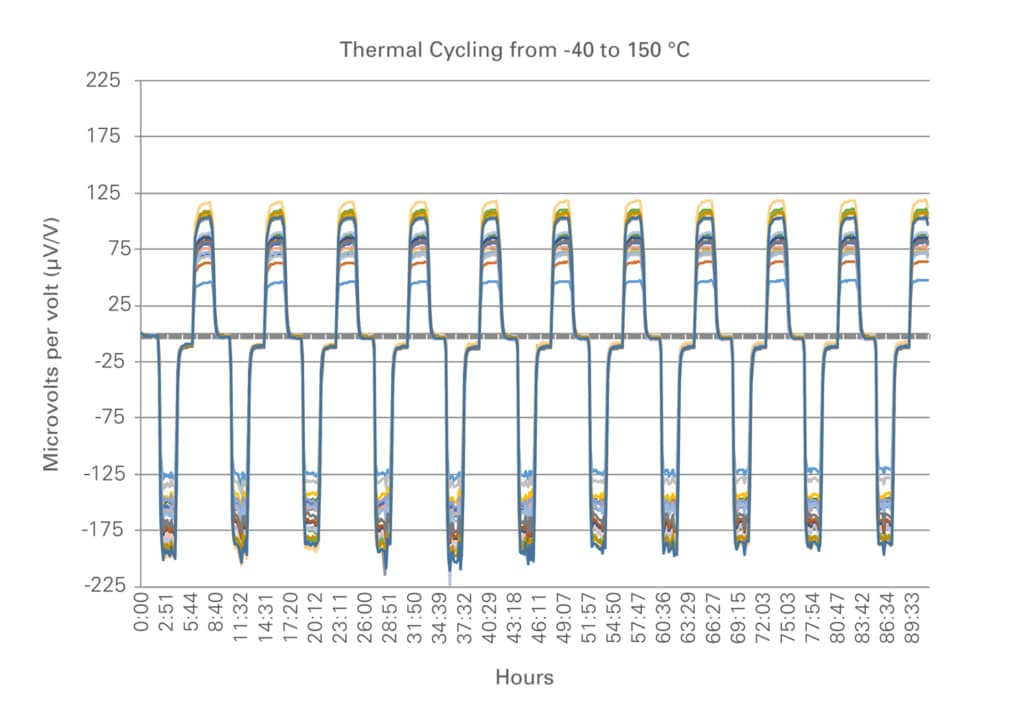
The characteristic we are really talking about here, once again, is accuracy. In addition to remaining accurate over time and sustained temperature, the S Series displays exceptional accuracy when exposed to thermal cycling. A MEMS sensing element is inherently sensitive to temperature. Its resistance and output will change when temperature changes. Fortunately, changes that are consistent are simple to compensate. The S Series die exhibits very consistent, accurate output when it is exposed to extreme temperatures and returned to room temperature. In thermal cycling tests it demonstrated a typical thermal hysteresis offset of <0.05 % FSO.
Accuracy of S Series with Thermal Hysteresis
If you have any questions about using the S Series in your application, contact one of our sales managers. You might also find the application note “Handling of Mounting of Pressure Die” useful.
https://meritsensor.com/wp-content/uploads/wafer_die.png8751015Chris Londonhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgChris London2020-09-16 23:33:262022-08-25 14:19:30Four Characteristics of Our Newest MEMS Sensing Element
As a result of the COVID-19 pandemic, many people have been in hospitals under critical care this year. These patients require beat-to-beat blood-pressure monitoring, which helps clinicians see important vital signs about the patient in real time over the length of the critical-care treatment and make clinical decisions accordingly. Therefore, continuous, reliable monitoring of a patient’s blood pressure is as important as ever.
Merit Sensor has been a supplier of blood-pressure sensors since 2010. Our parent company, Merit Medical, to whom we supply blood-pressure sensors, is one of the global leaders in blood-pressure transducers. Check out their newest transducer, the Meritrans DTXPlus. Through our experience and that of our parent company, we have learned what matters most to clinicians using invasive blood-pressure devices.
Merit Medical’s Meritrans DTXPlus
One important factor is that the fluid column from the needle to the sensor should be free of bubbles. Bubbles dampen the pressure pulses in the fluid column and, therefore, degrade the conversion of the pressure signal. To prevent bubbles, clinicians routinely tap or whack the blood-pressure transducer with a hemostat or forceps. This certainly poses a risk to the integrity of the pressure sensor and can cause even greater issues than just dampened signals. However, due to the insight provided by our parent company and our in-house expertise, we have improved the BP Series design over the years and have produced a robust pressure sensor that is able to withstand this common debubbling practice.
Merit Sensor’s BP Series
Another common-enough issue that could destroy a pressure sensor is the inadvertent opening of the transducer’s stopcock to an undesired pressure source. For example, when a clinician injects medicine or contrast through the line, there is a pressure spike of around 300 psi in the line. This is considerably greater than the typical pressure of blood pressure, which is around 2 psi. In order that the pressure sensor be accurate at such a low pressure, it must contain a very thin MEMS diaphragm. At Merit Sensor we have designed a blood-pressure-sensor package that provides accuracy at low pressure yet robustness when exposed to overpressure. The BP Series has a typical burst pressure of > 800 psi. As long as the overpressure does not damage the MEMS diaphragm or the sensor package, the sensor will return to its specified performance once it is again within its operating pressure range of −30 to 300 mmHg.
In addition to providing a robust pressure sensor that can withstand forceful tapping and high overpressure, Merit Sensor has complete control over its manufacturing processes and supply chain. We own and operate a wafer fab in South Jordan, Utah (USA). Our on-site wafer fab enables us to monitor production closely and ensure high quality with everything we produce. It also gives us the flexibility to meet unique requirements of our customers, who might have a unique application for a blood-pressure sensor. With Merit Sensor you get reliability as well as flexibility.
To learn more about the advantages of owning and operating a wafer fab, read this interview published by AZoSensors.
https://meritsensor.com/wp-content/uploads/DTXPlusOnPole-scaled-e1595458160102.jpg18171817Chris Londonhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgChris London2020-07-23 09:51:182022-08-25 16:24:10Blood-Pressure Monitoring During the COVID-19 Pandemic
Merit Sensor has a long history of supplying products to the medical-device industry. We are owned by Merit Medical, a leading manufacturer and marketer of disposable medical devices used in interventional, diagnostic, and therapeutic procedures.
A couple of the products we supply for medical applications are the BP Series for monitoring blood pressure, where accuracy and reliability are extremely important, and the AP Series for angioplasty, where knowing the precise pressure of the catheter balloon is essential.
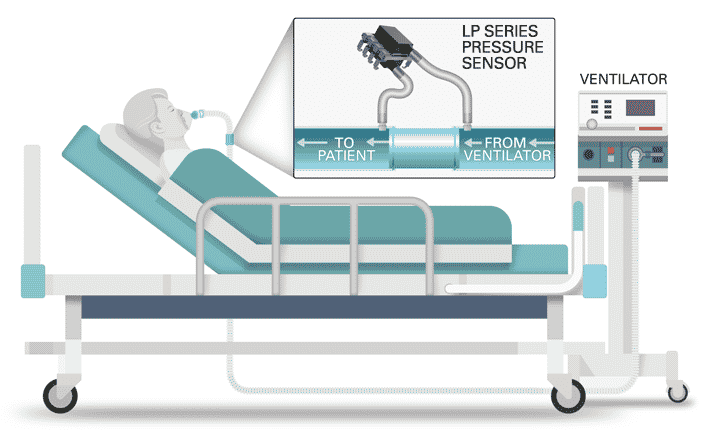
The current demand for mechanical ventilators and respirators due to the COVID-19 pandemic presents us with another opportunity to fill a need in the medical field. The use of pressure sensors in ventilators and respirators is similar to their use in CPAP and BiPAP. Essentially, when the lungs need assistance taking in air, a machine blows the required amount of air into the lungs. But how does the medical professional monitor and control the required amount of air, or positive airway pressure? This is where pressure sensors play a critical role.
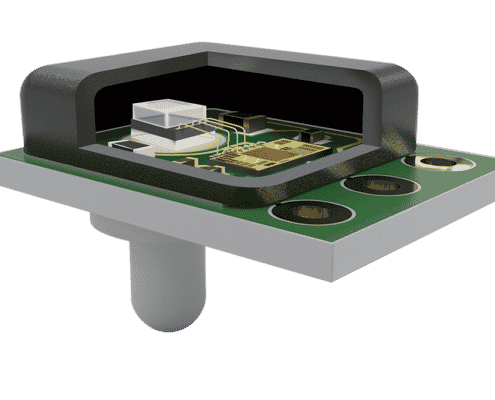
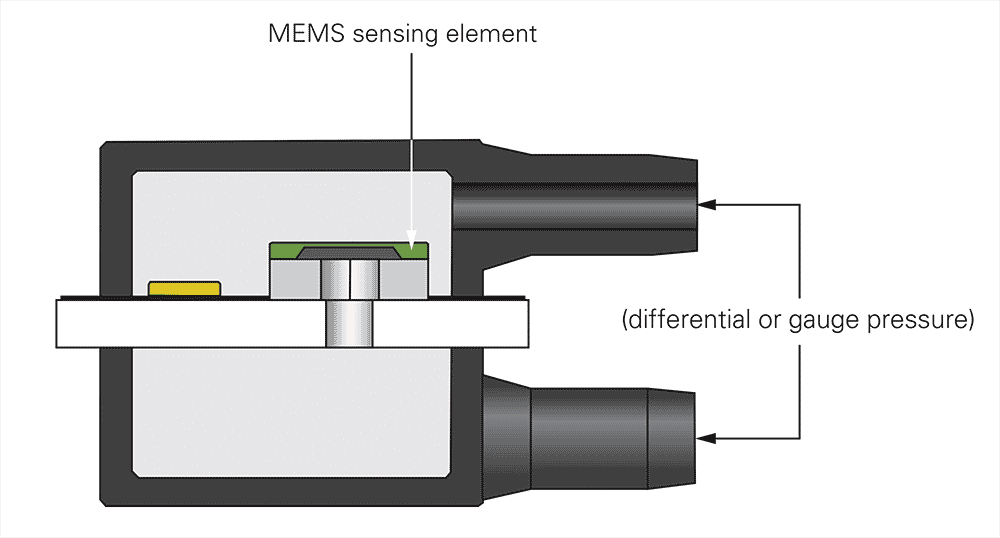
Merit Sensor’s LP Series is the ideal pressure sensor for these applications. The LP Series can measure pressure as low as 1 inH₂O (250 Pa) with resolution better than 0.001 inH₂O (<0.1 Pa). It was designed to measure differential or gauge pressure, depending on the application. It contains two pressure ports to which tubing can be connected, one tube directing pressure to the topside of the MEMS sensing element and the other tube directing pressure to the backside of the MEMS sensing element. It comes in several calibrated pressure ranges, functions with a 3.3- or 5-volt supply, and offers I²C or analog output.
The LP Series, along with all of Merit Sensor’s other products, is made in our on-site wafer fab and assembly areas in Salt Lake City, Utah, USA. Manufacturing our products in our own facility ensures that we have control over product quality and supply chain. It also allows us to customize products to meet the unique demands of our various customers and markets.
We are proud to be a reliable supplier for life-enhancing and life-saving devices, and we hope that our products can play an important role in helping humanity, especially at this time.
https://meritsensor.com/wp-content/uploads/VentilatorPatient3.png6191000Chris Londonhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgChris London2020-04-08 07:56:062022-08-25 14:22:58Pressure Measurement for Ventilators and Respirators
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.