System developers who require pressure sensing capabilities where the sensor will be exposed to harsh media and extended temperature should know that packaging is critical to improve the pressure sensor’s reliability. Pressure sensors are often exposed to harsh fluids, such as gas, oil, refrigerant, and other caustic solvents that can damage the sensor’s circuitry if the sensor is not properly packaged. Damaged pressure sensors can lead to sensing errors and ultimately product recalls and safety risks.
Aerospace and automotive specifications are particularly stringent. In these applications temperatures range between -40 and 150 °C. Furthermore, accuracy and reliability requirements in these applications tend to be demanding, as a component failure can result in safety risk and/or product recall.
Another thing to consider that is related to temperature is the thermal coefficients of expansion (TCE) between the MEMS sensing element, or die, and the substrate on which it is attached. Stainless steel might seem like a great substrate material, but its TCE is much higher than the TCE of silicon, of which the MEMS die is made. In short, the stainless steel expands and contracts much more than does the silicon. These differences in TCE cause the MEMS sensing element to react as it would with real pressure, therefore introducing sensing errors.
TR Series for a face seal and backside pressure
The media also has to be considered. Adhesives are often used to seal the MEMS die to the substrate and protect the sensor’s circuitry. However, adhesives do soften with extended exposure to harsh media. Medical applications, for example, do not expose the sensor to media as harsh as gasoline, but even saline can be corrosive after the sensor is exposed to it long enough. Furthermore, the cleaning and sterilization process typically requires repeated contact with caustic chemicals, such as bleach. When the adhesives soften and seals break, the circuitry can be damaged, and sensing errors can occur.
In addition to temperature and media, pressure must be considered. High enough pressures—around 300 psi—can cause the MEMS sensing element to detach from the substrate when adhesives are used for the MEMS die bond.
Another thing that degrades the bond strength of adhesives is humidity. Very few adhesives or epoxies can withstand long-term exposure to elevated temperatures with high humidity. And the specialty epoxies designed for this environment will exert a significant stress on the MEMS sensing element, again triggering sensing errors.
For a pressure sensor to perform well from -40 to 150 °C, even in harsh media and pressure above 300 psi, the right packaging is essential.
TR Series for an O-ring seal and backside pressure
We at Merit Sensor have ensured that our pressure sensors have been designed for harsh media and high temperature. We have innovative die bonds made of elements that are very resilient to harsh media. These die bonds are done on ceramic substrates, resulting in closely matched TCEs. This results in pressure sensor packages with high accuracy and reliability.
For more information, visit this article featured on AZOSensors.com
https://meritsensor.com/wp-content/uploads/TR-Cross-Section.v1.jpg13081800Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-02-13 16:47:272023-02-13 16:47:27Why a Pressure Sensor’s Packaging Matters
A compact MEMS device with integrated signal conditioning is needed by many pressure sensor applications; however, the challenge is to find an approach that is capable of supporting the application’s volume and cost requirements including flexibility in terms of pressure range. From industrial to medical applications, after-market to OEM automotive high-volume projects, the solution is considered to be a platform that can be adapted based on the pressure range, temperature range and media compatibility.
The Merit Sensor TVC sensing platform is a new approach that addresses applications that need lower pressure ranges integrated with a radial seal. Instead of a single-chip solution, which limits pressure range and output configuration changes, these applications are perfectly suited to a customizable sensor platform that incorporates the MEMS device and signal conditioning in a compact, cost-effective package.
Sensor Platform Meets Exact Application Needs
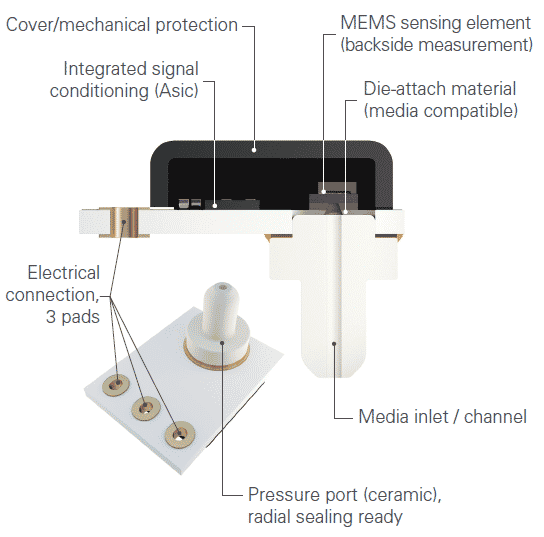
The customizable sensor platform incorporates a high-sensitivity MEMS device chosen from one of the globally leading, largest MEMS sensing element portfolios, which comprises of devices from the lowest range of 7 kPa up to 3.5 MPa absolute, along with an individual signal conditioning capability. This supports almost any application with readily available components, saving the investment in the production of a device for particular dimensions and ranges. The signal conditioning ASIC with the related electronics components is fixed on a harsh-media-compatible ceramic substrate. The MEMS sensor is fixed on a pre-molded, ferrule-type ceramic pressure port, thus preventing any additional potential leak paths.
The MEMS backside, the ceramic port and the attach material are the only elements exposed to the media. The populated ceramic substrate completely protects the components, and hence does not require the addition of dedicated media-compatible coatings. The components and the signal conditioning fulfill EMI/ESD protection norms, thus the all-in-one sensor platform minimizes the requirement for external components.
The two-component solution includes both signal conditioning and MEMS in separate mechanically attached subgroups. This enables Merit Sensor to choose both the exact MEMS pressure sensor and signal conditioning output (analog or SENT) required for the end user application. Keeping the two elements separated has a functional advantage and also provides a more cost-efficient solution by taking advantage of higher quantity MEMS unit cost, even if the signal conditioning needs change across applications.
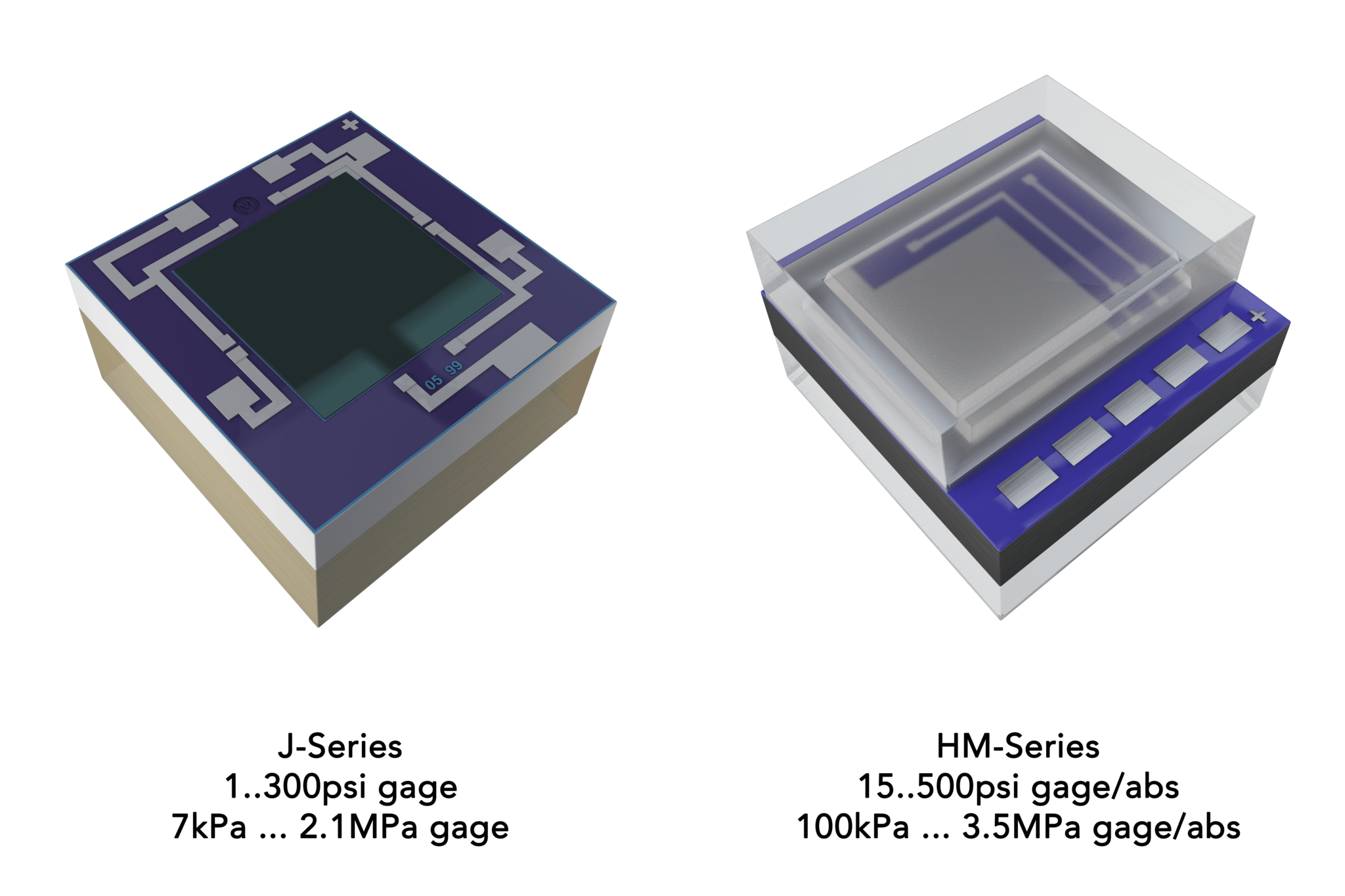
The MEMS sensing element is considered to be a key component for the platform. The TVC-Series can cover from 7 kPa to 3.5 MPa pressure applications along with the HM and J-Series. Both series have been designed for backside pressure measurements, and the HM-Series (harsh environment MEMS) covers the absolute configuration from 100 kPa to 3.5 MPa as well. The J-Series is the most sensitive element (5333 µV/V/ psi = 760 µV/V/kPa), employed as gage configuration (backside) and comprising of superior pressure (< 0.025% FS) and thermal hysteresis (< 0.1% FS) in order to deliver a stable signal to the signal conditioning via wide temperature ranges and low pressure.
Merit Sensor knowhow is applied to the MEMS geometry and configuration, mainly on the glass thickness, in order to ensure the correct mechanical decoupling for optimal thermal behavior and stability. The three die-attach processes provided within the platform address varied application requirements, thus combining the best MEMS thermal behavior with burst pressure along with the requested media compatibility. MEMS sensing elements are developed by Merit Sensor’s own fab, which provides direct and dynamic control of the different solutions.
Figure 1. The Merit Sensor TVC sensing module is highly customizable to meet specific application requirements in a cost-efficient, compact package.
Figure 2. Pressure sensing elements can be chosen from the world’s largest portfolio of MEMS pressure sensor devices.
Choose Appropriate Attach Process for Environment and Cost
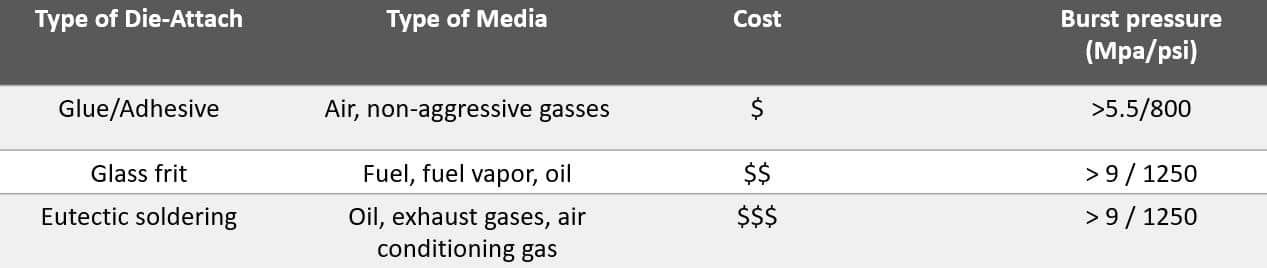
The sensing platform is geometrically compact, and the cavity and pressure port have defined dimensions for air, fluids and gas. However, a vital element for accuracy and reliability is the choice of die-attach. Conventional adhesives that are used for creating the pressure seal and protecting the sensor die and related circuitry are considered to be a cost-effective approach for non-aggressive gases and air, but they eventually soften in harsh vapors or fluids. Once the seal breaks, the sensor circuitry is damaged, developing a common reliability failure that can be expensive if it leads to a product recall or demands regular maintenance and replacement of the sensing subsystem.
At the other end of the spectrum, a eutectic die bond using a gold-tin soldering alloy provides a hermetic seal even in harsh fluids, at extremely wide temperature ranges and at high pressure. While this gold-tin solder is a lot more expensive than adhesive, the cost difference is minute in comparison to the major improvement in prolonged reliability and maintenance costs.
The die-attach process using the glass-frit introduced with the TVC platform is considered to be a cost-efficient solution for high-burst pressure in terms of reliability, improved media-resistance compared to adhesive and more stability in medium/low pressure ranges thanks to the close-to-silicon TCE sealing material. The high temperature (> 300 °C) curing process during the MEMS-to-port assembly guarantees stability in wide temperature range applications.
Merit Sensor offers a wide range of MEMS attach processes on the Al2O3 ceramic pressure port in order to support sensor media and environment demands, and also cost and reliability requirements of each application (see Table 1). The MEMS backside pressure measurement, along with the dedicated die-attach process of the platform, ensures a safe burst pressure in every pressure range (Table 1).
Table 1. Comparison of die-attach approaches and appropriate media, along with trade-offs in cost and burst pressure.
Customizable Pressure Sensing Platform Addresses Full Range of Design Decisions
The Merit Sensor TVC sensing module addresses a variety of application-oriented requirements with a single solution. This covers the low-pressure, below 100 kPa exhaust gas measurement, up to 3.5 MPa air conditioning gas measurement in just the automotive domain. Both need a solid media compatibility, which involves in-depth knowledge in the MEMS die-attach, as well as matching the accurate components for application temperature and various other environmental requirements.
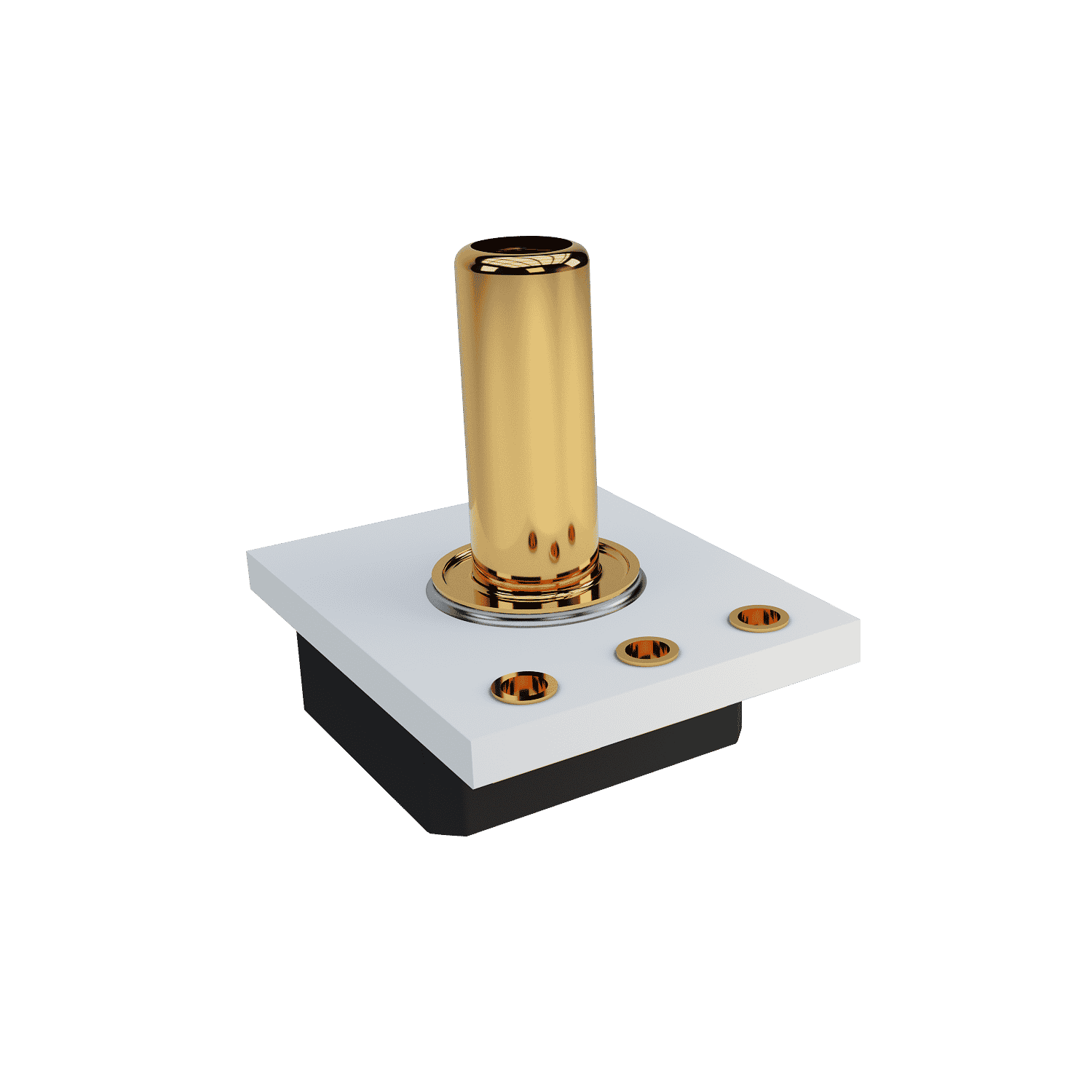
The sealing joint and choice of how to mechanically incorporate and electrically couple the sensor is majorly dependent on the type of application, pressure range and temperature. Standard electrical connection can be accomplished with lead-frames and pins or with pads without holes (see Figure 3 for example). Thick wire bonding can be used as a mechanical stress-free connection ideal for extremely large temperature ranges from -40 °C to +150 °C and low pressure. The sealing also needs attention to the material (media compatible) and tolerances (leak), as well as determining the pressure range without or with a vacuum, which would need the sensor to be fixed in order to avoid any movement by negative/positive pressure crossing.
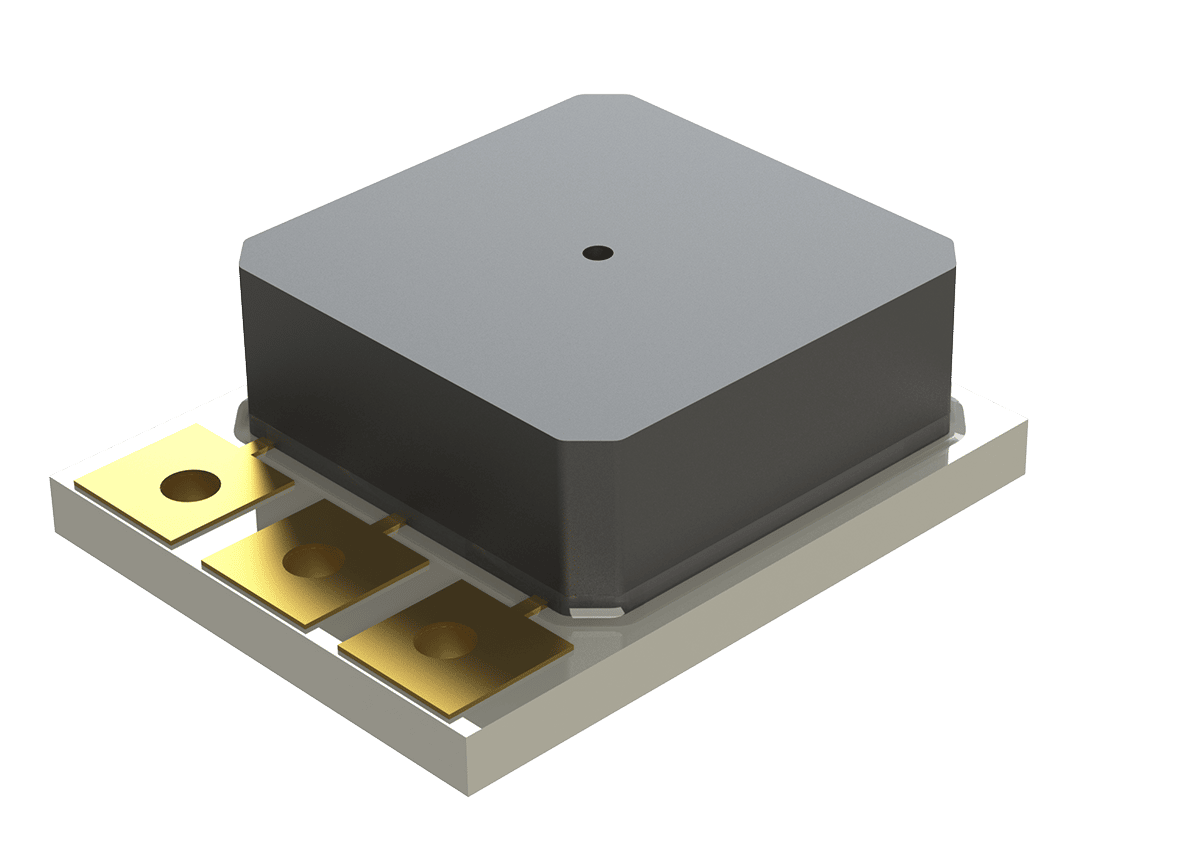
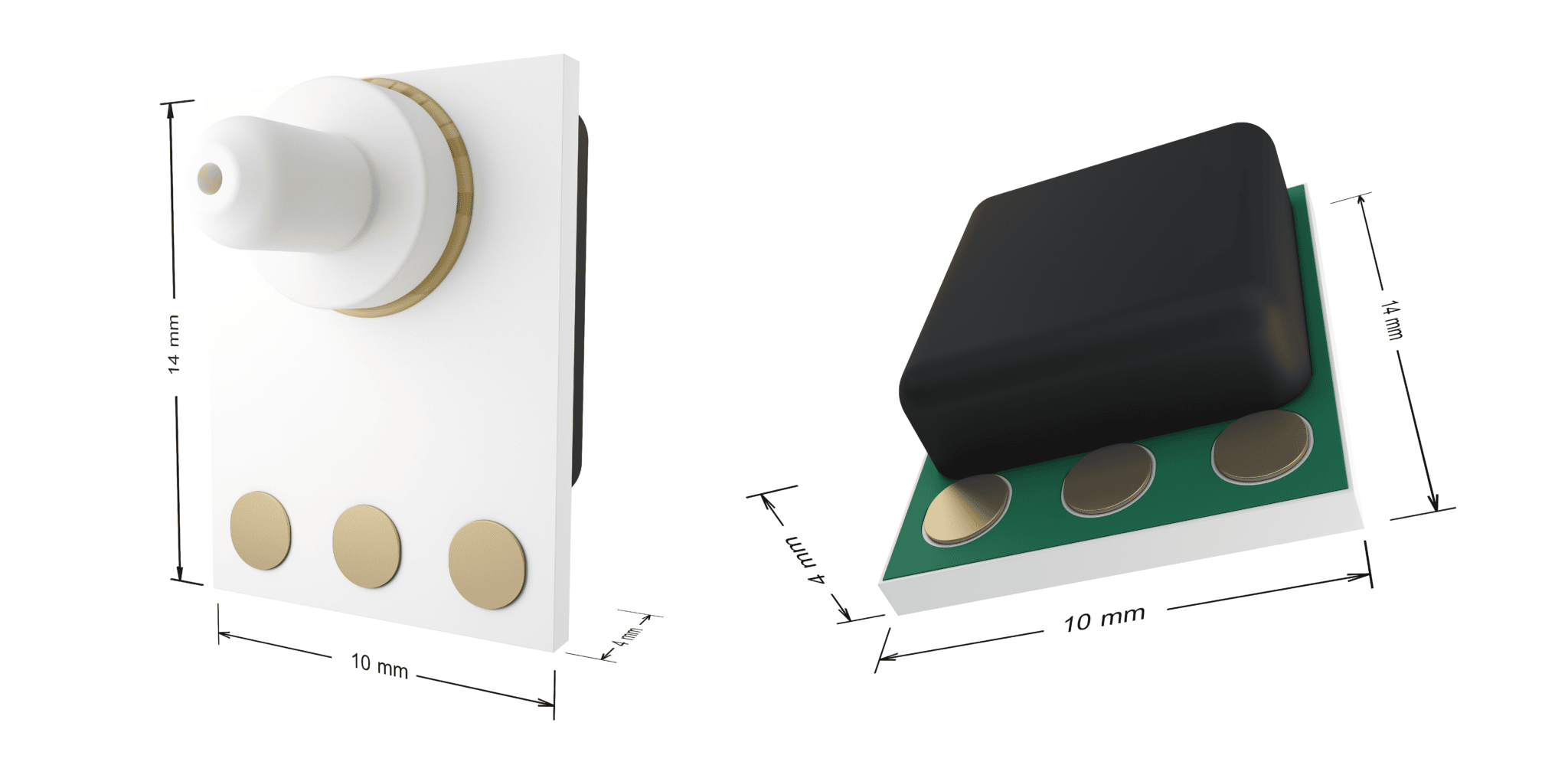
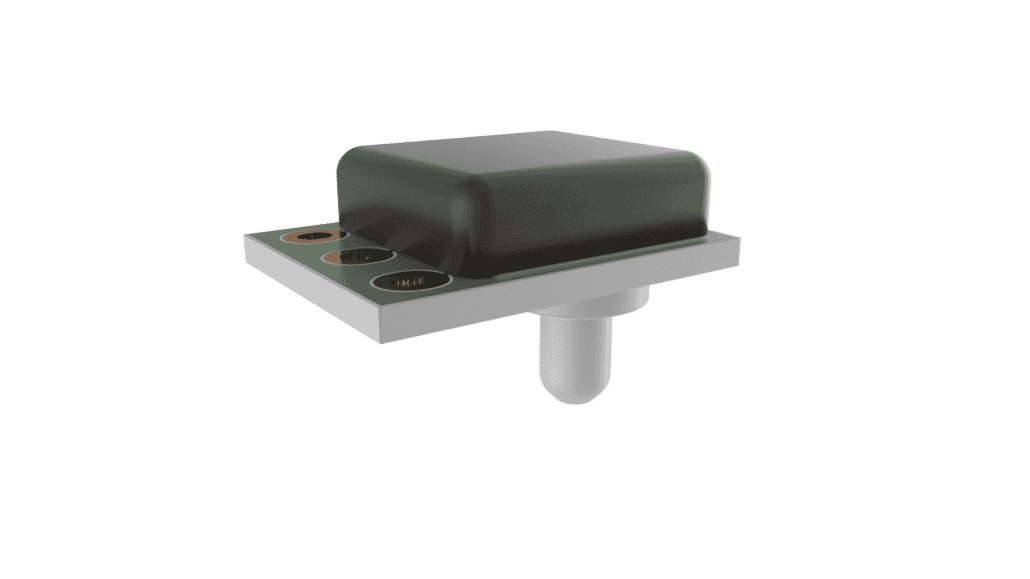
Figure 3. 3D view of the TVC Merit Sensor compact module, 3D step file is available for a quick design-in into the end sensor housing.
The pressure port configuration, permitting the radial sealing and limiting the material in contact with the media (simplifying the design), expands and then fulfills the Merit Sensor packaged sensing modules solutions. The mechanical stress-free design enables the use of very sensitive MEMS elements, ideally supporting the low pressure needed for the most challenging applications that are currently available, and these include fuel vapor, exhaust gas and fuel pressure. The 14 x 10 x 4 mm compact geometry sensing module includes all essential components.
Comparison of sensor package type and design considerations.
The use of the modern ASIC to support analog or SENT output allows the setup and calibration from the three external pads, which indeed supports data programming (traceability) and customization (output values, parameters), even when the sensing module has previously been installed in the housing. The TVC-Series is supplied as temperature-and pressure-calibrated, attaining accuracy better than 2.5 %FS between -40 °C to+125 °C. The accuracy can vary based on the pressure range and MEMS attach technology.
Merit Sensor is completing the portfolio for high temperature, harsh environment applications with a solution that is capable of solving the mechanical stress and expands to the low pressure incorporating new MEMS (J-Series) and attach technology, for a cost-efficient solution.
Cost-efficient solution for media-compatible applications
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/TVC-side-top-view.png7201280Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-31 08:42:012023-02-13 16:53:38Pressure Sensor Platform for a Range of Harsh-Environments
The objective of this article is to explain the best techniques for soldering sensors manufactured by Merit Sensor using automated equipment. All profiles must be assessed and tested for best performance.
Due to concerns over the safety of lead and new regulations prohibiting its use, such as the Restriction on Hazardous Substances (RoHS) Directive in Europe, an increasing number of companies have stopped using conventional tin-lead (Sn/Pb) solder in the manufacture of circuit boards. The RoHS Directive has banned the European sale of new electrical and electronic equipment containing more than the specified levels of cadmium, hexavalent chromium, lead, mercury, polybrominated biphenyl (PBB), and polybrominated diphenyl ether (PBDE) flame retardants.
Merit Sensor provides pressure sensors that are fixed on ceramic substrates and are RoHS compliant. The lead-free solder pads are plated with AgPt to assure an excellent solder joint for most PCB connections.
Merit Sensor parts can be soldered using either Pb-containing or Pb-free solder process. The aim of this article is to guide customers on how to solder Merit Sensor parts using either Pb-free solder or Pb-containing solder.
In order to meet the RoHS directive, products must be soldered with Pb-free solder.
Soldering with Pb-Free Solder
As the pressure sensors from Merit Sensor are fabricated on ceramic, a Pb-free solder should be chosen that is well-suited with the solder pads. Merit Sensor suggests using solder alloys with SnAgCu that have a melting point of 217-221 °C. Table 1 shows the Pb-free solder alloys in the SnAgCu family.
Table 1. Pb-free solder alloys of the SnAgCu family
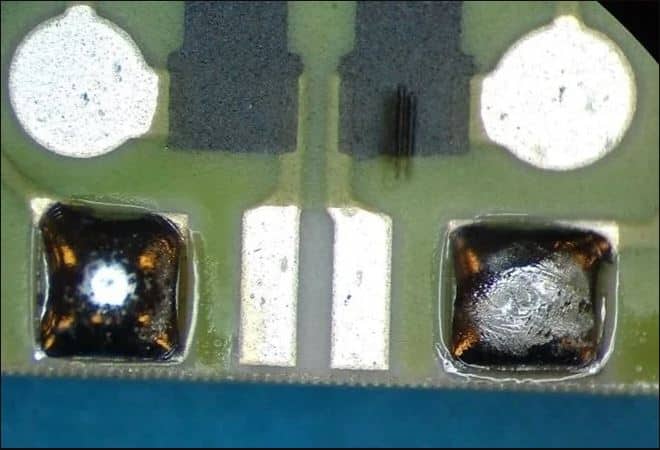
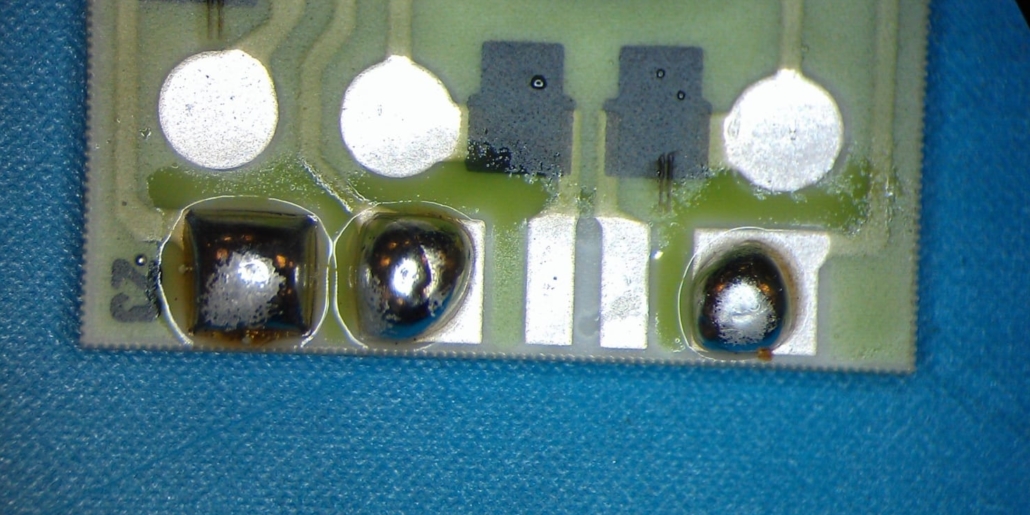
The surface of Pb-free solder alloys can appear significantly different when compared to Pb-containing solder (See Figure 1). Additionally, when compared to a Pb-containing solder joint, a Pb-free solder joint will have a dull or matte finish. This is because the surface of the solder joint will become rough when Pb-free alloys begin to cool. This roughness is attributed to the increased volume contraction of the Pb-free alloys. Compared to the Pb-containing solder joints, the Pb-free solder joints are often smaller but this would have no effect on the reliability as these are simply cosmetic characteristics.
Figure 1. Examples of a Pb-containing solder joint (left) and a typical finished surface of a Pb-free solder joint (right).
A reflow soldering profile for Pb-free soldering demands a higher melting point when compared to Pb-containing solders. The temperature differences on the board should be reduced because the process time for Pb-free solder is less than Pb-containing solder. Due to this fact, Merit Sensor does not recommend IR Reflow systems for Pb-free soldering, and instead suggests using forced convection reflow systems to ensure a successful Pb-free reflow soldering.
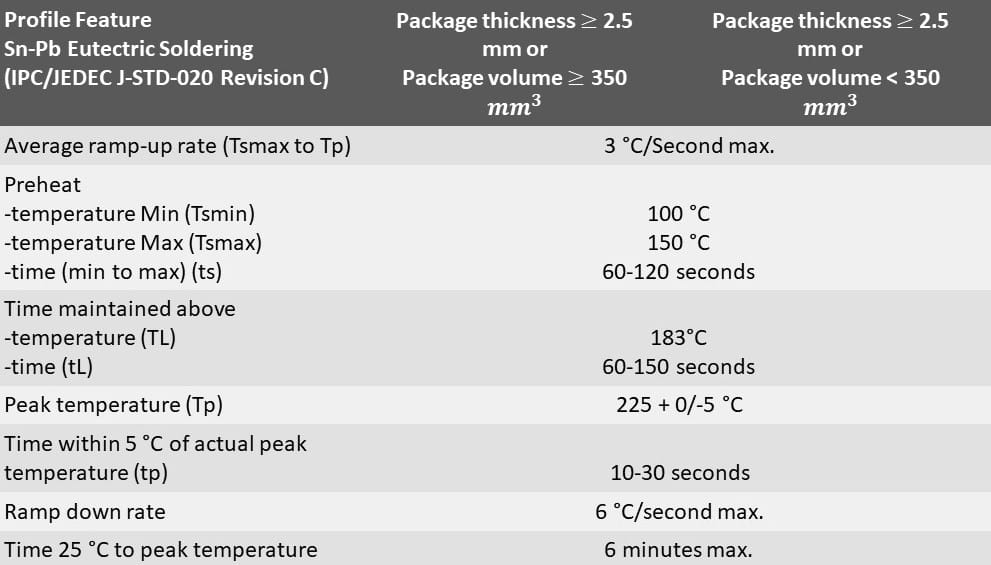
The pressure sensors offered by Merit Sensor can be soldered with profiles that are based on the standard IPC/JEDEC J-STD-020C (January 2004). For identifying the best temperature profile, each process must be assessed. The best temperature profile is defined by the board and the solder paste used.
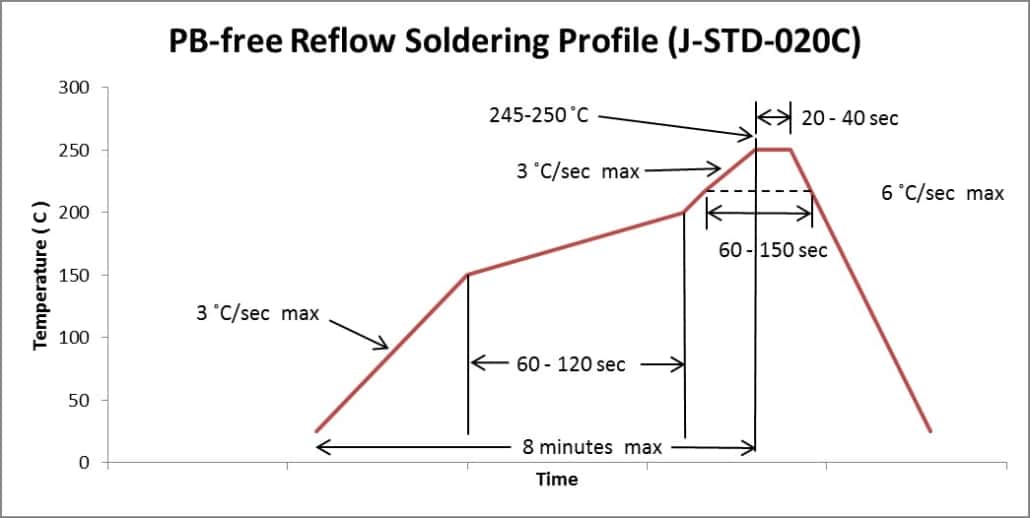
The recommended profile according to IPC/JEDEC J-STD-020C is shown in Table 2 and Figure 2.
Table 2. Pb-free classification reflow profile according to IPC/JEDEC J-STD-020 C
Figure 2. Pb-free Classification reflow profile according to IPC/JEDEC J-STD-020.
Use of nitrogen — It may be essential to work in nitrogen if air leads to unsatisfactory solder joints due to increased temperature and oxidation of Pb-free solder; however, the majority of Pb-free solder pastes can be used in air. Nitrogen may be used if the solder joints do not have adequate wetting.
Hand Soldering — Merit Sensor does not recommend hand soldering. An excess amount of energy is required for Pb-free soldering when compared to Pb-containing solder alloys. The heat transfer to the solder joint is critical and should never be tried with a soldering iron.
When using a soldering iron, it should be remembered that Pb-free soldering needs a rapid heat transfer to attain a successful solder joint. It may need an increased tip temperature to 360-390 °C and/or a longer period. Use of solder stations of at least 80 watts of power is highly recommended. Pre-heating can be used to decrease the amount of heat caused on the surrounding components during hand soldering, as is done with reflow soldering.
Soldering Pressure Sensors with Pb-Containing Solder
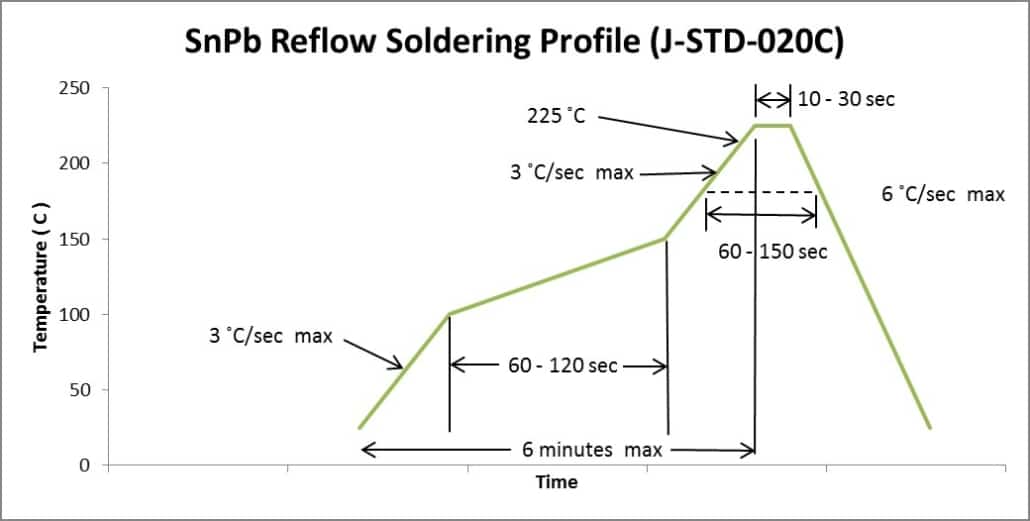
Temperatures should not go beyond 225 °C for 30 seconds if Pb-containing solder is employed. Merit pressure sensors should be soldered with “no-clean” type solder paste which contains 62%Sn36%Pb2%Ag and has a melting point of 179 °C. The solder paste containing 2%Ag significantly reduces the migration of silver from the AgPt pad into the solder paste. Conversely, it is not advisable to use 63%Sn37%Pb solder paste. Table 3 and Figure 3 show the proper reflow profile for SnPb solder.
Table 3. SnPb classification reflow profile according to IPC/JEDEC J-STD-020C
SnPb Classification reflow profile according to IPC.EDEC J-STD-020C.
If the reflow process is followed correctly, then the solder joint should be able to cover the whole solder pad of the ceramic PCB (See Figure 4–left). In most cases, manual soldering will lead to overheating of the device because of the ceramic’s high thermal conductivity. Very low temperatures will lead to partial soldering, that will further lead to a weak connection to the PCB as can be observed in Figure 4 (middle and right). The solder joint in the middle is an example of an adequate solder. However, that solder failed to wet out and cover the whole pad. The joint on the right was exposed to low heat and inadequate solder, which resulted in unsatisfactory pad coverage and also a weak joint as the solder balled up. It is advised to attach a thermocouple to the sensor to optimize the solder profile and ensure that none of the maximum temperatures are surpassed.
Figure 4. Example of good solder joint (left) and bad solder joints (middle and right).
Stress Normalization Delay for Calibration
For best results, Merit Sensor recommends that any surface mount pressure sensor be allowed to rest at room temperature for at least 48 hours prior to calibration. The stress induced by reflow soldering will usually normalize within this period and help improve product calibration.
For more information, visit this article on AZONetwork.com
https://meritsensor.com/wp-content/uploads/Solder.jpg450660Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 15:22:512023-01-30 15:22:51An Introduction to Reflow Soldering and Soldering Methods
Sensors play a huge role in kidney dialysis systems. Image Credit: Aleksandr Ivasenko/Shutterstock.com
The value of a measurement tool is dependent on its accuracy. Measurement devices, like sensors, are found everywhere in automotive, healthcare and industrial settings. For a lot of these applications, it is necessary that the sensors are accurate to ensure quality control and guarantee patient safety.
On the other hand, for Piezoresistive Pressure Sensors, this is a popular choice because of their quick responses, ruggedness, and large range measurements, the changes in temperature influence the pressure output and, eventually, the accuracy. But as long as the dye in a wafer has uniformity, errors that are related with temperature can be corrected, or rewarded.
Pressure-sensor compensation has two popular methods: passive and active. Passive compensation is completed by trimming the resistors while it is being manufactured. It is suitable for environments where the sensor will go through small changes in temperature. For temperature changes that are more challenging, active compensation utilizes an on-board circuit, or a microcontroller.
This is where the temperature of the pressure sensor’s immediate surroundings is regularly measured by the temperature sensor. It then moves it to the on-board circuit to correct any errors that are temperature-related also known as offset. This also allows near-zero temperature errors and greater operating ranges, making it an engaging quality for high-quality pressure sensors.
Calibrate It Yourself or Buy It Calibrated
Sensor calibration has two possible options: 1) the sensors in the manufacturing line is calibrated by the pressure-sensor customer or 2) the pressure-sensor manufacturer’s fully compensated; pre-calibrated sensor is integrated by the customer.
There are a few good reasons why pressure-sensor customers might want to calibrate their own sensors. One reason is that they might already have a microcontroller in their final product, for example, on a board-mountable part. In situations like this, the active calibration can be completed with the microcontroller.
A customer might also have a sensor-packaging/housing process that puts a large amount of stress on the sensor. When this happens, the pressure sensor that is already calibrated would register additional pressure through the stress-inducing packaging process. The increased pressure would then introduce a new zero point.
One drawback of customers doing their own calibration is that in-line calibration can be difficult to perform and it can be highly disruptive too. Another issue is that purchasing an already-calibrated sensor would cost less than to acquire in-line calibration that would require specialized equipment and expertise.
Most important of all the drawbacks is the time the calibration would require if the customers were to do it on their own. Mass calibration cannot be done as each sensor requires individual calibration. In addition, the temperature range required for calibration means that the equipment takes a long time to reach the required temperature extremes.
Purchasing a fully compensated pressure sensor from a manufacturer, like Merit Sensor, will be more expensive compared to an uncompensated sensor. It is important to weigh this, however, against how much it would cost if the parts are calibrated in house. Time is money.
Purchasing fully compensated parts from the manufacturer is a way to reduce some of the time and costs associated with calibration issues because calibrated parts can simply be plugged in line as required.
This is ideal for companies who want to move products through production faster, particularly those who don’t have the equipment, skill, and process flow to hold in-line calibration. It often makes sense for the pressure-sensor manufacturer that has its own calibration professional, tools, and expertise to do the calibration.
Custom Sensing Solutions
The LP series is one of the various ranges of pressure sensors offered by Merit Sensor for ultra-low-pressure applications. This type of sensor is ideal for applications such as Continuous Positive Airway Pressure (CPAP) machines because of its suitability for use with non-corrosive gases. The LP series offers a pre-calibrated option which means that the pressure sensor is instantly accessible for medical use. It is also suitable for industrial use, in air-filtration systems and spirometry measurements in healthcare.
Merit Sensor offer the PMD series for applications that need low to medium pressures. The PMD series is suitable for use with air and other non-corrosive liquids. It is also capable of measuring differential, absolute, and vacuum pressure. This series is the most ideal pressure sensor for ink level monitoring in printers and can work over 0.34 to 3.5 bar pressure range. For this application, the calibration is fast and straightforward because it uses an external microprocessor. This means that the uncompensated PMD series is really a popular option.
The TVC series, on the other hand, is suitable with harsh media operations such as high-temperature oil. The sensor is an excellent choice for the automotive industry because of its high level of media resistance. The device’s radial sealing means it can be integrated at a module level with a minimal introduction of stress.
TVC Series
Fully compensated sensors are widely preferred in automotive applications for the reason that they save automotive manufacturers from integrating calibrations that are time-consuming, over a wide temperature range, into their production processes.
For the past 25 years, Merit Sensor has gained so much experience specializing in Piezoresistive Pressure Sensors. It is a very good choice for customers who need pressure sensors for their applications. It offers standard and custom solutions for a wide selection of applications. Merit Sensor can also supply components that are either uncompensated, passively compensated, for use over a narrow temperature range, or fully compensate, for use over a wide temperature range.
Merit Sensor can help if the customers are not sure which solution is the most appropriate to use. All of Merit Sensor’s products come with on time, personal, and trained support in order to find flexible and innovative solutions to get customers’ products to market.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/Kidney-Dialysis-scaled.jpg13652048Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 15:09:532023-01-30 15:09:53The Value of Calibration for MEMS Pressure Sensors
This article is aimed to describe the best methods for handling and mounting bare die pressure sensors. Merit Sensor manufactures all pressure chips on 4 inch wafers, which are sawn and delivered on Mylar film (foil tape). This foil tape is fixed to a metal wafer frame that is appropriate for the majority of automated die bonders (see Figure 1). If a unit is marked with a black ink dot, it is considered to be a bad unit.
figure 1.
Packaging & Storage
All wafers assembled on foil tape will be supplied in plastic clam shells (see Figure 2), which are subsequently inserted into an antistatic zip-lock bag. It is required that the bags be opened in clean rooms only and stored in a dark, nitrogen-filled cabinet as soon as it is opened. Wafers can be shipped either individually or multiple clamshells in a single plastic antistatic zip-lock bag. The label on each clamshell will include the quantity of good die, purchase order number (if applicable), the part number, and lot and wafer number (see Figure 3). The foil tape will also have the lot and wafer number written on it.
Figure 2.
Figure 3
Storage Temperature is 19-26 °C: In a proper storage environment, the storage time of sawn wafers is about five years. Storage beyond this limit, or storage in a different or uncontrolled environment, may lead to picking problems at die bonding (sticking die) or unreliable wire bonds owing to corrosion of the aluminum bonding pads.
Handling of Wafers
All sensor chips are 100% electrically tested to guarantee that they conform to the datasheet limits. The wafers are visually examined to ensure that all sensors are completely defect-free. The pressure chips are RoHS compliant, and in the majority of cases, consist of a silicon/ glass stack that is electro statically bonded together.
All wafers are mounted, tested, diced, and delivered on a metal wafer frame. Depending on the product, each wafer yields about 600 to 1600 pieces.
Special care should be taken when handling the wafer as its surface is highly sensitive.
Although cleaning is not required, the wafer should be opened in a clean room.
It is not recommended to pick the die off the wafer frame with tweezers. The pressure chips should be picked up with a tool made of soft rubber with a vacuum hole in the middle that is bigger than the sensor membrane.
The bonding force should not exceed 100 grams in order to prevent mechanical stress, which can lead to an unstable, drifting offset.
It is essential to clean all the tools thoroughly to prevent any residue on the bonding pads, which could lead to reliability problems.
For gage pressure sensors (hole on backside), ejector pins with 3 or 4 needles may be used to remove the die from the wafer tape.
For absolute pressure sensors (no hole on backside) a single ejector needle will be adequate.
Process temperatures greater than 225 °C should be avoided. If the maximum temperature is lower, the sensor will be more stable in a long-term.
Mounting of Pressure Chips
Die bonding with hard silicone or epoxy will generally result in an unstable offset value and high TCO (temperature coefficient offset).
The pressure chips are sensitive to mechanical stress, particularly sensors with full scale pressures below 1 bar. These pressure chips should be mounted using a soft silicone adhesive with a low hardness (A25 or lower) and a bond-line thickness of 50-100 µm. Particularly, care should be taken to prevent the adhesive from climbing up the inside or outside walls of the sensor die as this could lead to unstable output.
All pressure chips have been optimized for long-term stability and the highest output signal. In order to achieve the best performance (temperature behavior, long-term drift, hysteresis), special care must be taken when mounting the die.
Attaching the Pressure Chips
The bond pads on each pressure chip are at least 100×100 µm. The pad material is made of aluminum and has a thickness of 1-2 µm.
An aluminum or gold wire can be used for wire bonding. A good thermo-sonic gold-ball bond, with 30 µm gold wire, will result in a ball shear force of >30 grams and a Pull Force of >6 grams.
A soft ion free silicone gel with a viscosity of <1000 cps and no hardness should be used to protect the wire bonds. The gel can have a considerable impact on the sensor performance; hence, special care should be taken when making a selection. Merit Sensor has tested and currently uses Dow Corning Sylgard 527.
The gel can be applied as drop on the sensor’s surface to simply protect the bond pads from corrosion. If additional humidity protection is necessary, then the entire area around the sensor including bonding wires can be covered.
For gage pressure sensor, where the pressure is applied from the backside, Merit Sensor still recommends to protect the topside of the sensor with a gel to avoid corrosion of the aluminum bonding pad.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/Wafer.jpg319392Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 14:58:462023-01-30 14:58:46Mounting and Handling of Pressure Die
This article describes bridge configurations of different pressure sensors, when each can and cannot be used, and the pros and cons of each.
Introduction
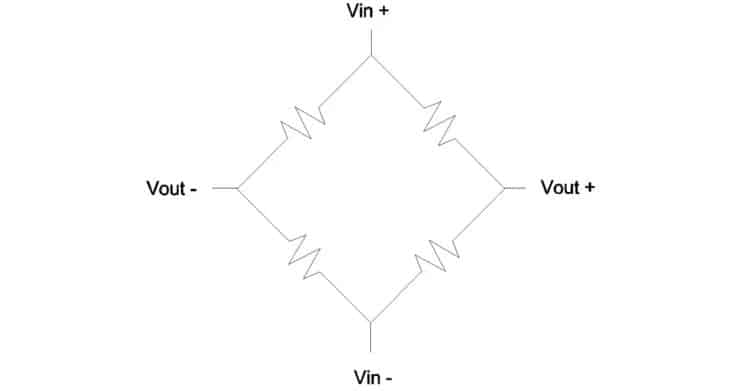
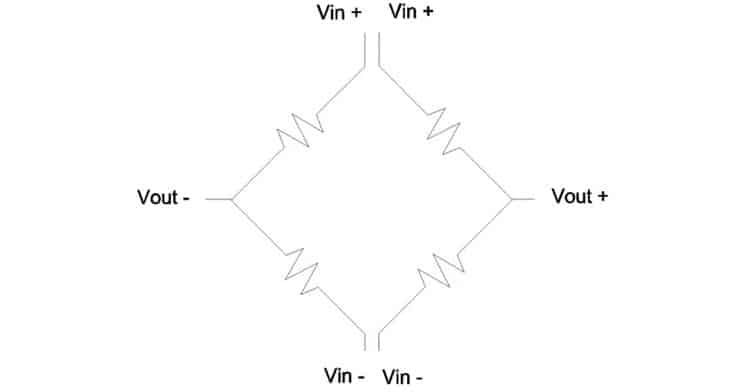
Wheatstone bridge is the core of Merit Sensor’s pressure sensors and is comprised of a group of four resistors on a silicon etched diaphragm. When pressure is applied to the diaphragm, the resistors are stressed which changes their resistance.
In an ideal setting, all of the resistors would be perfectly matched and fully independent of temperature.
However, practically, differences exist between the resistance values of each resistor. Moreover, temperature also changes resistor values. The change to resistor values and the overall bridge output caused by temperature is called the Temperature Coefficient of Resistance, or TCR.
A pressure sensor operating independently of temperature is needed in many applications. Such applications require the compensation of the pressure sensor’s TCR.
TCR compensation can be done in two general methods – passive and active. In passive compensation, values of each bridge resistor must be measured in order to determine the values required for the compensation resistors.
In active compensation, an analog circuit, a microcontroller, or signal conditioner records the bridge output across various pressure and temperature conditions and adjusts sensor outputs accordingly.
Bridge Configurations
a. Closed – A bridge in which all resistors are connected (See Figure 1).
Figure 1. Closed bridge.
In a closed bridge, individual resistors cannot be measured because the other three resistors of the bridge will always have an influence over them.
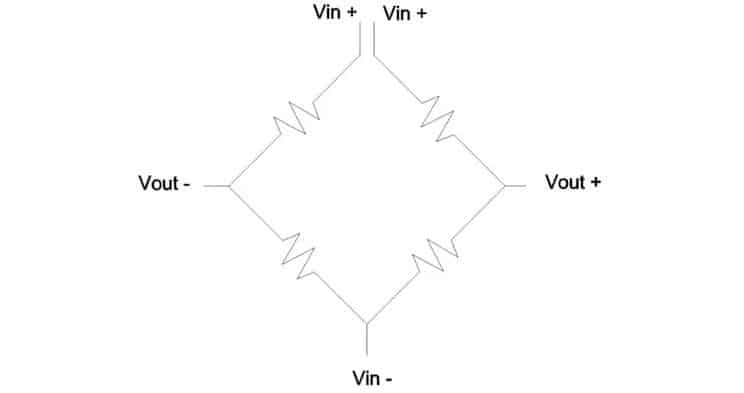
b. Half Open – A half open bridge is divided into two branches and connected at one end (See Figure 2).
Figure 2. Half open bridge.
Unlike closed bridge, a half open bridge allows for each resistor to be measured, which is an advantage if the performance of the sensor needs to be determined. In addition, a half open bridge enables the addition of either active or passive compensation as required.
An additional electrical connection is needed by a half open bridge.
c. Full Open – A full open bridge is divided into two branches, and is open at both ends (See Figure 3).
Figure 3. Full open bridge.
Just as half open bridge, the full open bridge also enables the measurement for each resistor. It can use either active or passive compensation. Additionally, each half of the bridge can be powered and measured independently which is an advantage because some signal conditioners commonly used in pressure sensor applications require two independent branches.
However, the full open bridge configuration needs an additional electrical connection which is beyond that required by the half open configuration.
Examples of Implementations
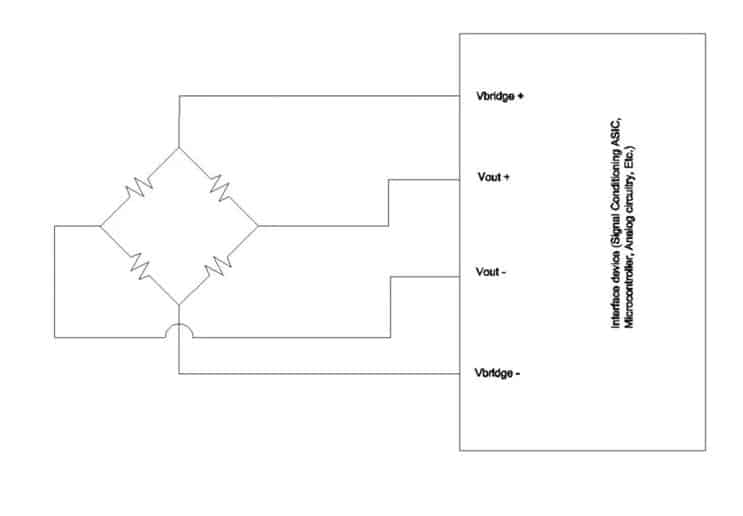
a. Closed – As it is not possible to measure the individual resistors in a closed bridge, it can be used with active compensation or in an application where sensor output fluctuations caused by temperature changes are acceptable.
A closed bridge with active compensation is shown in Figure 4.
Figure 4. Closed Bridge with Interface device (Signal Conditioning ASIC, Microcontroller, Analog circuitry, Etc.)
A pressure switch is one example of a suitable application for a closed bridge, where temperature independence is not critical. Here, knowing that a pressure threshold has been reached is more important than measuring the absolute pressure.
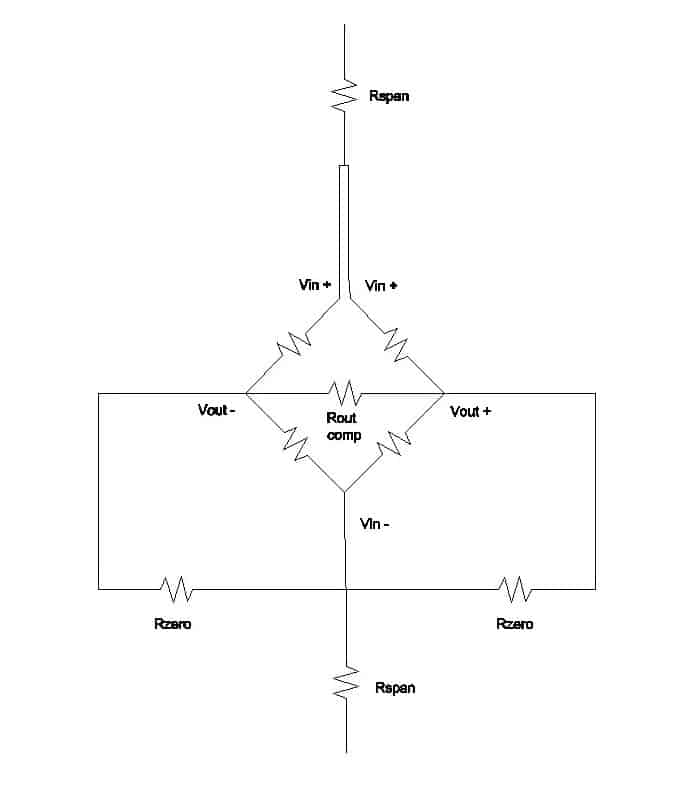
b. Half Open – As shown in Figure 4, active compensation can be applied to the half open bridge. Similarly, passive compensation can also be applied to the half open bridge as shown in Figure 5.
Figure 5. Half open bridge with passive compensation.
Figure 5 shows the implementation of a half open bridge with passive compensation, indicating that added components and the extra electrical connection (Vin+) are needed to close the bridge. Just as the name conveys, additional resistors accomplish span, zero and output impedance compensation. These components have to be added after taking the open bridge measurements at the required conditions.
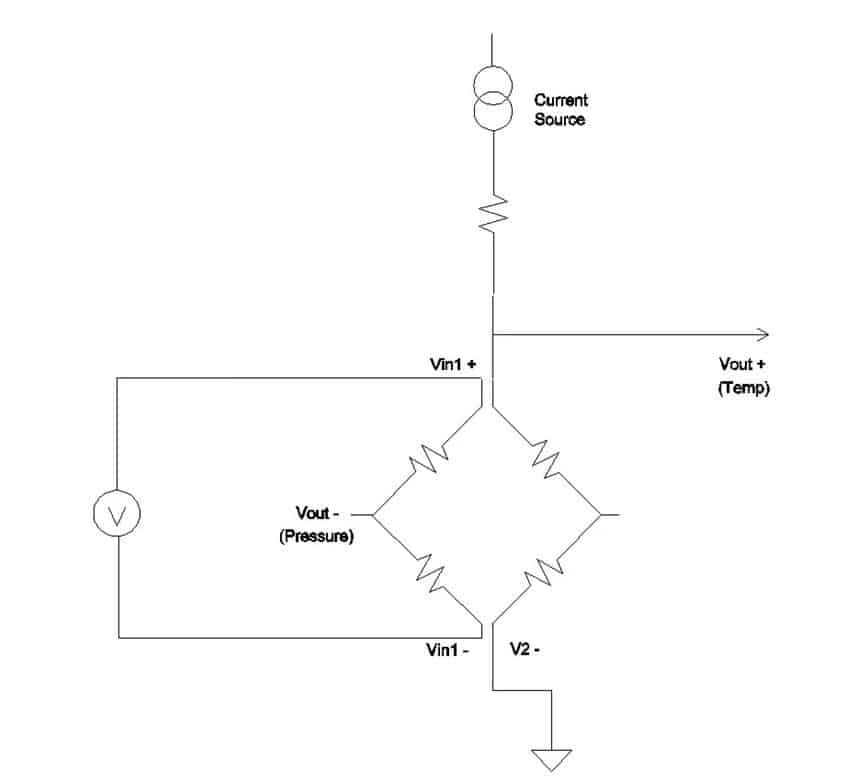
c. Full Open – The full open bridge has an extensive range of implementations. Apart from being used as a full open bridge, the full open bridge can be used as a closed (Figure 4) or a half open bridge (Figure 5). Figure 6 shows how a full open bridge could be used for two functions – pressure and temperature.
Figure 6. Full open bridge with two functions.
In this implementation, half of the bridge is being used as a pressure sensor and the other is being used as a temperature sensor. As there is only the voltage swing of half the bridge, only half the pressure output signal will be present. However, this provides the additional benefit of measuring the actual die temperature. When compared to an ambient temperature measurement, this temperature measurement will allow for a more accurate input for temperature compensation.
Choosing the Appropriate Configuration for an Application
It is necessary to consider the entire sensing system when making decisions about the bridge configuration. First, users must decide if temperature independence is significant. If it is important, then they must decide whether passive or active compensation will be used. If active compensation is selected and a signal conditioner or other electronic device will be used, it should meet that device’s requirements. Care must be taken as devices with similar functions may have very different requirements.
As discussed before, each configuration has its own advantages and disadvantages. Although the added electrical connections of a full open bridge add to the complexity of assembly, it allows for more flexibility and also provides the ability to troubleshoot bridge issues more easily.
Eventually, the bridge configuration must be chosen based on a thorough analysis of the system.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/wheatstone-bridge.jpg391745Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 14:31:162023-01-30 14:31:16Bridge Configurations for Pressure Sensors
A number of pressure sensor applications in harsh environments such as industrial, automotive, aerospace and even medical equipment present developers with contradictory requirements that result in expensive compromises. Generally, these sensors are employed to measure flow, level and pressure of harsh fluids such as refrigerant, oil, gas or other caustic solvents that can damage the sensor element. Additional challenges arise as a result of extended temperature requirements, even beyond compensation for accurate pressure readings.
Aerospace and automotive specifications are particularly stringent, with operating temperature ranges as wide as -40 °C to +150 °C. And these rugged applications usually have high accuracy and reliability requirements, as component failure can result in safety risk or product recalls. To respond, equipment manufacturers depend on expensive ongoing maintenance and component replacement to work around the inherent short lifespan of the sensor.
Challenges
Despite the fact that the packaging of the sensor component is important in solving this issue, it is a challenge that has, until lately, eluded sensor manufacturers. Consider a typical use case. An automotive application such as gas or diesel fuel-line sensing requires a sealed sensor element that can be installed within the fuel line to sense pressure changes that signify a plugged fuel filter, which offers a feedback signal to the car’s computer to warn the driver. Airplane engine, valve controls and gear, and leak-detection systems or measurement and control of compressors in industrial equipment usually have similar requirements. While medical applications may not demand the pressure sensor be operated in fluids as severe as gasoline, eventually even saline solution can be corrosive, and the cleaning and sterilization process typically needs repeated contact with caustic chemicals such as bleach.
The main issue is that the adhesives that are employed to make the pressure seal and protect the sensor die and related circuitry ultimately soften in the surrounding fluid. The sensor circuitry is broken, as soon as the seal breaks, thus creating a familiar reliability failure that can be high-priced if it causes a product recall or requires regular maintenance and replacement of the sensing subsystem.
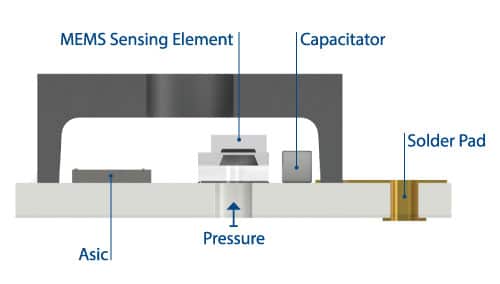
Figure 1. Sensor package showing back-side entry to protect electronic circuitry from harsh media.
The difficulty in packaging is further increased because of the extended temperature requirements. Despite the fact that some latest adhesives are capable of withstanding higher temperatures than was feasible in the past, humidity can destroy the bond strength of most adhesives and they still risk die detachment at pressures of 300 psi. Although there are exotic epoxies that can withstand some humidity and temperature extremes, storage and application lead to additional manufacturability issues, and these epoxies are capable of affecting accuracy of the sensing element in extended temperature applications.
Solution
In order to perform well in the ranges between -40 °C to +150 °C, a pressure sensor requires a stable MEMS element as well as stable packaging and manufacturing processes. However, instability usually occurs due to differences in the TCE (thermal coefficients of expansion) of the MEMS die and the substrate on which it is mounted. Although, stainless steel might be considered a perfect substrate, its TCE is much higher than that of silicon. The metal expands and contracts, as temperature changes, while the silicon elements soldered onto it go through much smaller changes. The MEMS element reacts to the stresses caused by the TCE differences, inducing errors that seem like pressure changes to the system—thus giving system designers a new reliability issue.
An innovative new pressure sensor packaging approach creates a eutectic die bond on ceramic substrate using a gold-tin soldering alloy for a hermetic seal even at extremely wide temperature ranges, in harsh fluids and at high pressure. The ceramic substrate features a TCE that is close to silicon so there is no considerable thermal mismatch, and tin and gold are common soldering elements that adhere well to harsh fluids.
While manufacturability is affected by their high individual melting points, an alloy with a much lower melting point is produced by a gold-tin soldering bond with an 80:20 ratio. This in turn enhances manufacturability at the same time as retaining the benefits of both metals in harsh environments. Despite the fact that this gold-tin solder is more expensive than adhesive, the cost differential is small when compared to the considerable improvement in maintenance costs and long-term reliability.
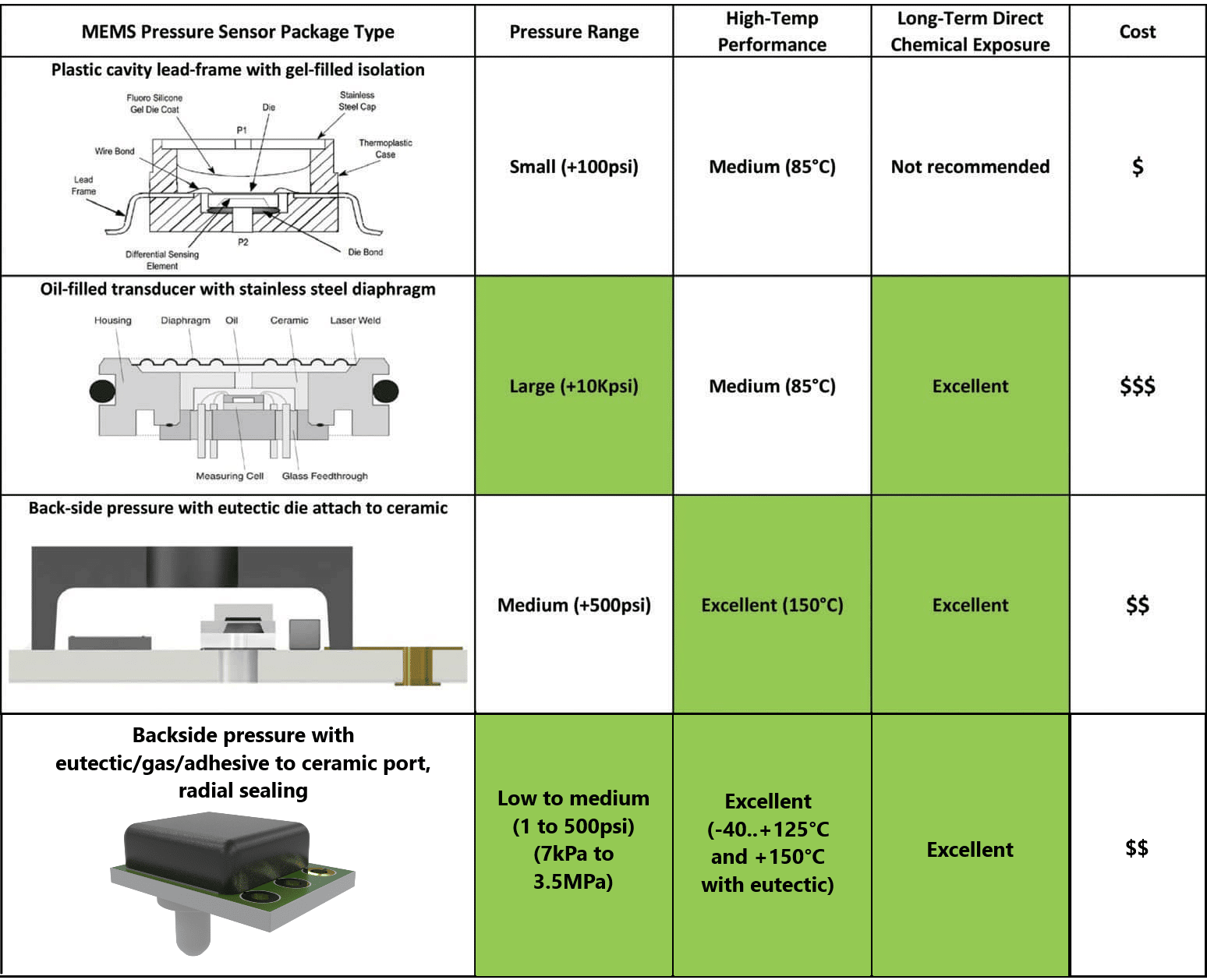
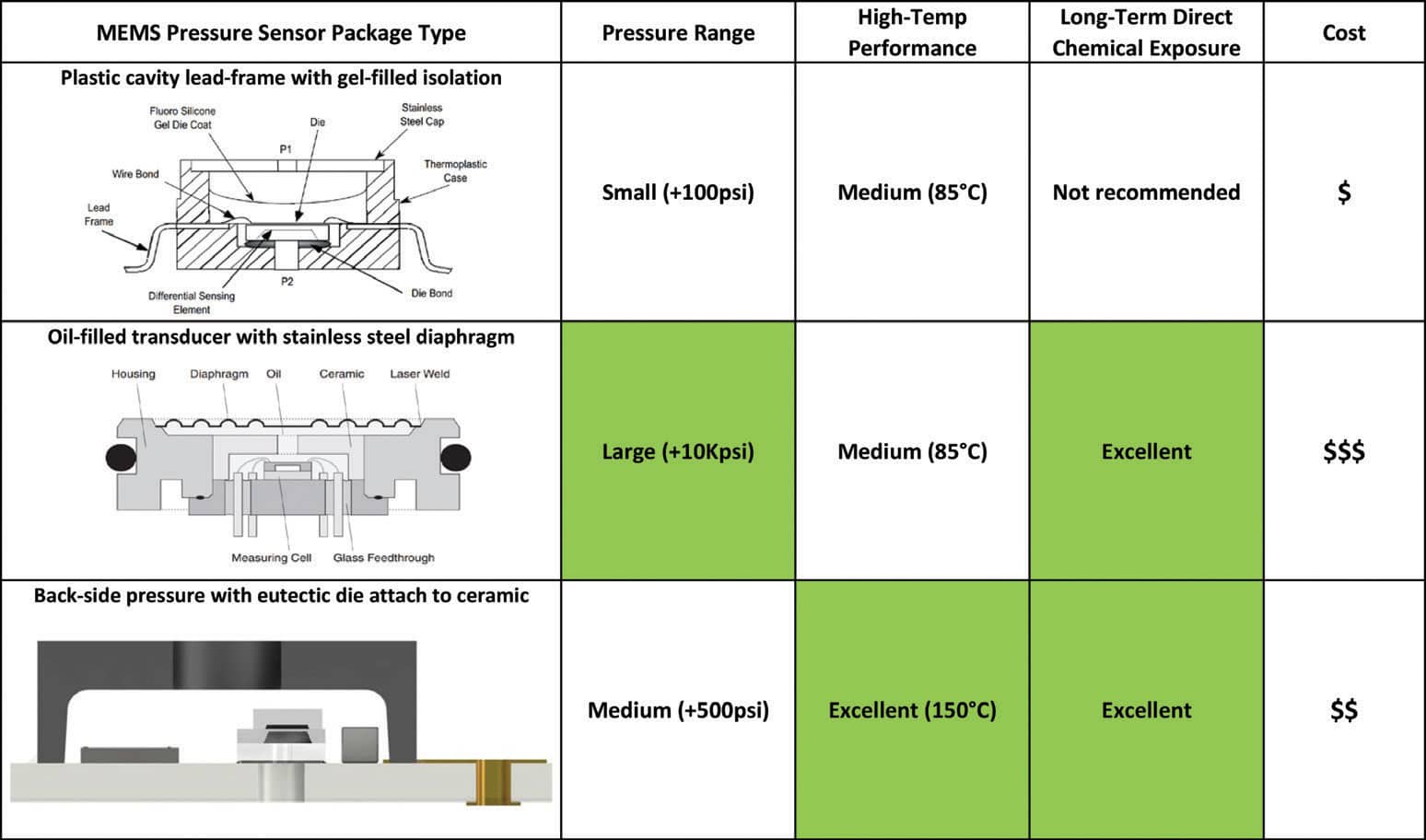
Table 1. Comparison of pressure sensor package types across harsh application requirements.
Conclusion
Checking whether the pressure media comes in at the back side or top of the sensor is an additional aspect to be considered while comparing sensor packaging approaches. The circuitry must be protected from corrosion or shorts if the pressure is on the top side of the sensor. This protection is usually achieved with a protective gel. However, a gel that is stiff enough to bear corrosive fluids is generally also stiff enough to cause stress to the MEMS element, which, again, produces sensing errors. On the contrary, back-side entry uncovers only the eutectic die attach, glass and silicon to the pressure medium—elements that have been proven to withstand these harsh environments.
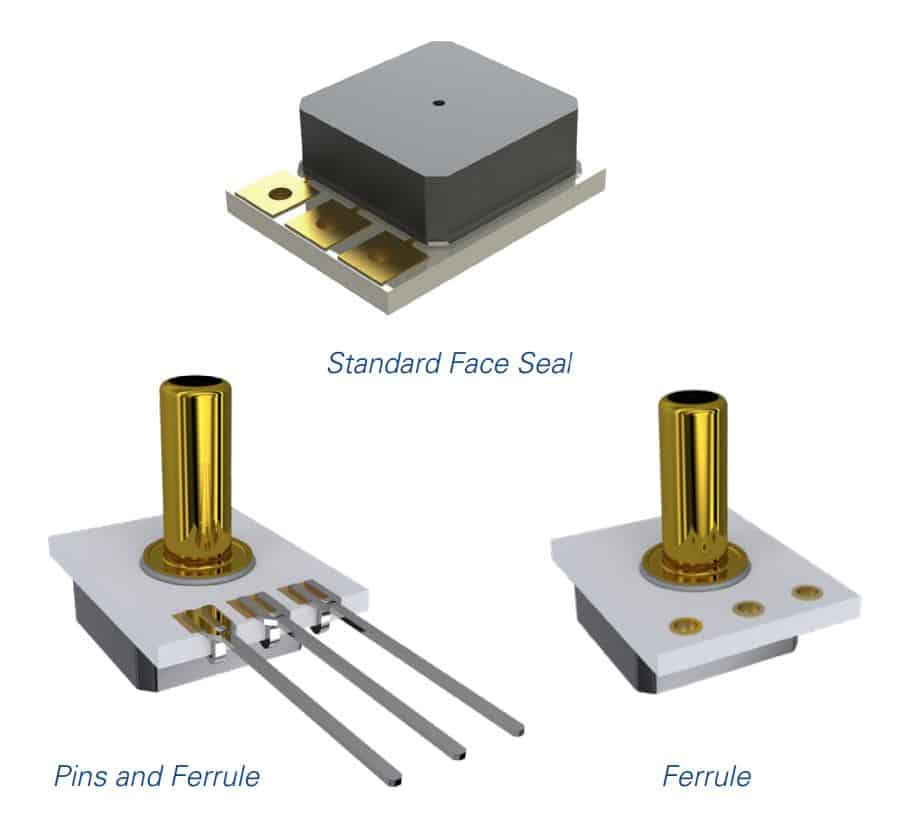
Figure 2. Merit Sensor harsh-media, extended-temperature sensors are available with optional ferrule (right), pins and ferrule (left) and standard face seal. (top).
System developers who are in need of pressure sensing abilities in extended-temperature, harsh-media applications have found that packaging is important to lower ownership cost and enhance product lifetime reliability. This challenge has been eventually resolved.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/TR-full-series.jpg833900Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 14:12:572023-01-30 16:23:45Pressure Sensor for Extended Temperatures
The choice of components in a system, including pressure sensors, is significantly affected by price efficiency. If the components exactly fit into the application without the addition of irrelevant cost or value, then it is possible to achieve the best results. The research on various sensor module configurations led to the discovery of an uncompensated configuration — pressure sensor without signal conditioning and any offset and span thermal shifts correction—that can offer the best cost-performance choice.
Generally, the advantages for an uncompensated sensor are as follows:
Good signal for sensitivity/level, linearity, hysteresis
Faster signal conversion
Signal conditioning cost saving
Low voltage capability with less energy consumption
High sensitivity/resolution
A step-by-step approach to analyzing your application and requirements will help in making the appropriate decision.
Step 1: Sensor Surrounding Check
In the majority of cases, a digital or A/D input is available in the circuit. If that function is already present, then paying for it again in a compensated sensor, particularly if the existing input already provides higher resolution and conversion timing is unnecessary. An uncompensated output signal is high enough even at low pressure in a large number of cases. For example, at 1 psi a bare die delivers generous 40 mV output @ 5 Vdc (See Figure 1).
Figure 1. Merit Sensor J-Series (1..300 psi range) transfer function.
The ability to work with extremely low power supply voltage, starting from 1.0 Vdc, is another feature of the uncompensated configuration. This adds the extra benefits of quick power-up time, low self-heating effects and low power consumption, which all have to be considered in battery-driven applications, for instance.
Step 2: Define the Limit
It is important to define the signal accuracy requirement. Since the uncompensated signal comes from the bare die without compensation, a number of parameters should be taken into consideration for final error calculation, including TCS (temperature coefficient of sensitivity), TCO (temperature coefficient of offset), sensitivity and linearity.
The sensitivity (mV/V) value determines if the front end of the conditioner — a microprocessor or microcontroller – works correctly. It defines the resolution of the measurement, along with the available bits (A/D converter). An A/D converter up to 16 bit can be used without any difficulty due to the exceptional signal-to-noise ratio. However, signal calibration is necessary as the bare die has a sensitivity spread. The typical sensitivity value differs +/-10% from one batch to another and within 5% within the same batch and wafer.
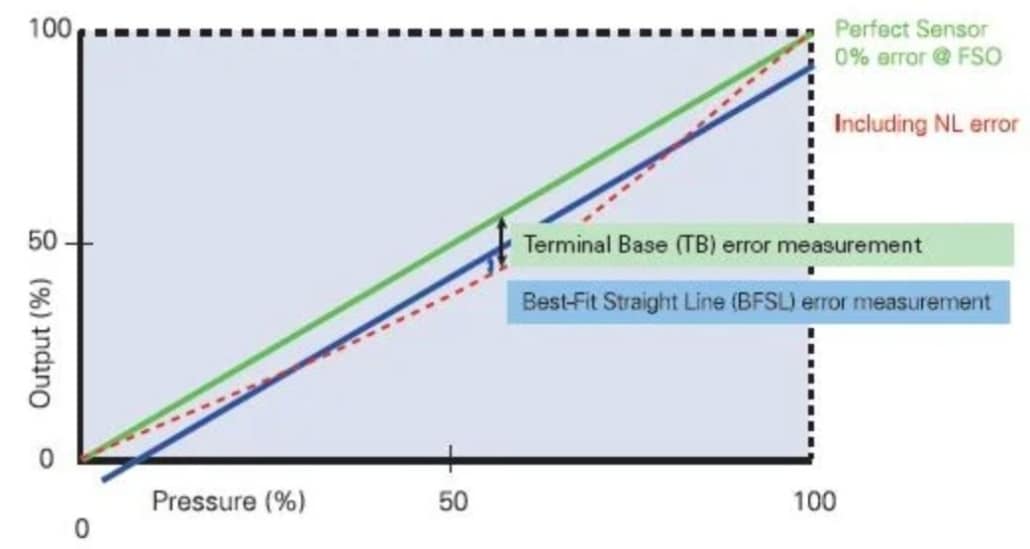
The signal error is directly affected by linearity. Depending on the MEMS signal characteristics, it can be compensated easily if the final accuracy is tight. Generally, the non-linearity error is usually less than 0.2% at the midpoint of the pressure range based on Best Fit Straight Line (see Figure 2). The non-linearity error can be compensated to achieve better than 0.2% by introducing a third pressure point.
Figure 2. By adding a third pressure point, non-linearity errors can be compensated to achieve better than 0.2%.
Repeatability and hysteresis, which are typically less than 0.05%, are two parameters coming from the bare MEMS die that cannot be compensated. The impact of these two parameters is generally insignificant as it is pertains to the overall accuracy specification.
At a fixed temperature, the following errors should be taken into consideration when compensating a MEMS element:
+/- Offset: pressure calibration at zero with 1 point
+/- Signal (spread): pressure calibration with 2 points
+/- Linearity: pressure calibration with 3 points
+/- Hysteresis/ repeatability: Typical error less than 0.05%
Another key parameter required to complete the error calculation would be operating temperature. The thermal error should be calculated in order to determine if temperature compensation is needed. The example given below demonstrates a simple case where the temperature error is 0 to +50 °C.
Example: Temperature range: 0 to +50 °C with respect to ambient temperature (25 °C), the maximum delta is: 50-25 = 25 °C
Max. Offset drift (TCO): +/- 0.25% FS/ °C * 25 °C = +/- 6.25% FS
Max. Span drift (TCS): -2200 ppm = -0.22% FS/ °C * 25 °C = -5.5% FS
Total temperature drift error: +6.25% FS/ °C, -13.25% FS/ °C (worst case)
Note: TCS is always negative and could be compensated as a fixed value for at least half of the value and with a defined algorithm.
If temperature compensation is needed, then there are a couple of basic options available to help achieve one’s accuracy requirements.
Step 3: Calibration/Compensation Process
Depending on the requested error calculation and calibration, the next step is to define whether the requested process can be carried out and where it will be performed. Temperature compensation and pressure calibration have different impacts on the manufacturing process. In either case, both steps can be outsourced or performed in-house during the manufacturing process.
As a pressure test may already be present at the manufacturing site, this step could be used for the pressure calibration. In contrast, temperature compensation requires specific equipment and know-how. The uncompensated sensor requires accurate and stable temperature management to ensure a constant and safe compensation process. This typically needs process time and an easy way to pressurize the sensor, for example, if the span thermal shift has to be compensated.
Conclusion
Developers will be able to make the right decision between a compensated and uncompensated sensor if the required accuracy and exact operational temperature limits are defined. MEMS sensors have an important TCS and TCO and this can result in a decision to implement temperature compensation, which in some cases can incur heavy costs.
Whereas, if the total error is within the expected accuracy, a simple one pressure point calibration in combination with one temperature compensation guarantees high resolution, fast response time, low power and eventually low cost.
Application
Uncompensated sensors from Merit cover an extensive pressure range from 10 mbar up to 35 bar and can be employed to measure air and non-corrosive liquids and gases. The temperature range is broad, which makes the parts ideal for many applications. An automatic placement machine handles the package and the same can be soldered using lead-free reflow process.
Due to the narrow temperature range in the medical field (0 to 50 °C), uncompensated sensors work well in applications such as blood-pressure monitors, inflation devices, hospital gases, vacuum monitoring and liquids pressure, air/flow (respirators) measurement.
For the consumer and industrial industries, many applications with moderate to extended temperature ranges such as water pressure monitoring, building/clean room pressure monitoring and filter block detection, use uncompensated sensors as the pressure and temperature calibration is already incorporated into the final product.
Figure 2. MS-Series, uncompensated sensor (1 to 35 bar G/A).
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/MS-Series-Round-Chimney-with-Gel-scaled.jpg15462048Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 13:39:422023-01-30 13:39:42Sensor Modules – Uncompensated But Cost-Efficient
Examples of a basic automobile go back as early as the 1700s, with the design and engineering of steam-powered engines, built to transport humans. By 1806, the automobile industry started the production of engines running on fuel such as gasoline and petrol. Since 1985, the revolution of car design has resulted in creating a machine that is intuitive enough to make transportation as smooth and sophisticated as possible.
Modern-day vehicles – whether these take the form of a car, motorcycle, truck, aircraft, or boat – will all have an array of sensors embedded within the skeleton of a vehicle to animate and bring a fuel-powered structure to life. The scope of this article discusses oil pressure sensors as one particular sensor type in an automobile.
Functional Principle
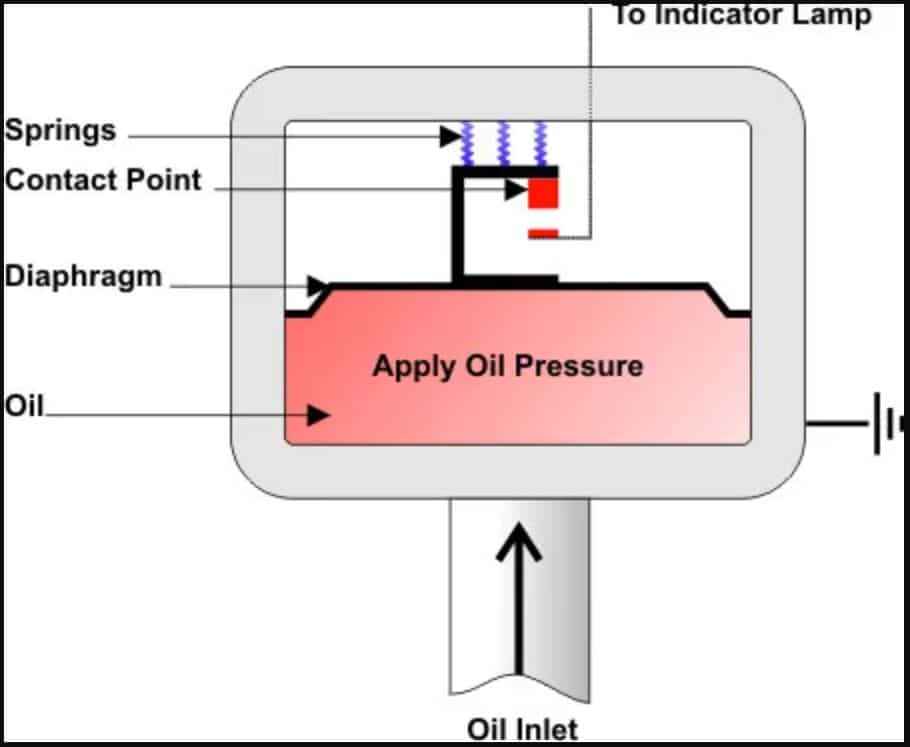
Standard oil pressure sensors work by displaying a warning signal when the oil pressure falls outside of the set range. Two important components to the oil pressure sensor include the spring-loaded switch and a diaphragm. The spring-loaded switch is connected to the diaphragm that is exposed to the oil pressure.
The pressure switch is mounted onto the side of an engine block and wired to an oil gallery. As the force of the oil pressure starts to build on the diaphragm, this force overcomes the switch spring pressure, which then pulls apart the electrical contacts to turn on the warning light. If the oil pressure falls below the set limit, the diaphragm releases pressure off the springs to close the switch contacts that would normally result in the display of a warning sign to the driver (Figure 1).
Figure 1. Working mechanism to an oil pressure sensor system. Image Credit: Clemson University
The low oil pressure indicator light is displayed on the dashboard of a vehicle. Any driver will know that when this light flashes continuously, it is indicating a momentary drop in the oil pressure. However, if this light remains switched on, the driver is alerted to a complete loss of oil pressure. So, when the engine to a vehicle is switched on, an electrical current travels from a fuse and straight to the oil pressure switch, making sure that the indicator light is ‘off’. When oil pressure starts to rise above 4.3 psi (per square inch), the diaphragm moves apart the contacts, thus switching on the oil pressure light.
Pressure Gauge Sensor
A low oil pressure warning light is one method used to alert the driver to fluctuations in the oil pressure levels. An alternative system for this purpose is known as a mechanical type pressure gauge component. There is a Bourdon tube inside a pressure gauge that tends to straighten out upon receiving pressure via a copper tubular component. The Bourdon tube is attached to a needle on the gauge, which moves as the tube begins to take a different shape. Movement of the needle across a scale on the gauge is used as a reference point to indicate changes in oil pressure inside the engine to a vehicle.
Take a look at Merit Sensor’s product portfolio, and you will see that the pressure sensors are available fully compensated, passively compensated, and uncompensated. Let’s briefly review the differences.
When signal conditioning is used to compensate for a sensor’s non-ideal output, the sensor is considered fully compensated. When laser-trimming technology is used to change a sensor’s resistor properties and performance, the sensor is considered passively compensated. And when a sensor comprises nothing more than a MEMS die bonded on a ceramic substrate and wire bonded to the metal traces on the ceramic but has no signal conditioning and no laser-trimmed resistors, the sensor is uncompensated.
The application in which a pressure sensor is used often determines whether the customer needs the sensor to be fully compensated, passively compensated, or uncompensated. For example, in monitoring blood pressure, a pressure sensor is exposed to only a narrow temperature range around room temperature. A passively compensated pressure sensor is accurate enough for the application. In monitoring pressure in the fuel rail of an automobile, however, the pressure sensor needs to be able to function accurately and consistently in much wider temperature ranges. It is also only one of many different parts assembled in volumes too large to do compensation in line. A fully compensated pressure sensor is ideal for this application. But to measure variable air volume in a building, a customer could purchase a pressure sensor uncompensated because the pressure sensor would likely be integrated into the control board, where the compensation could be done.
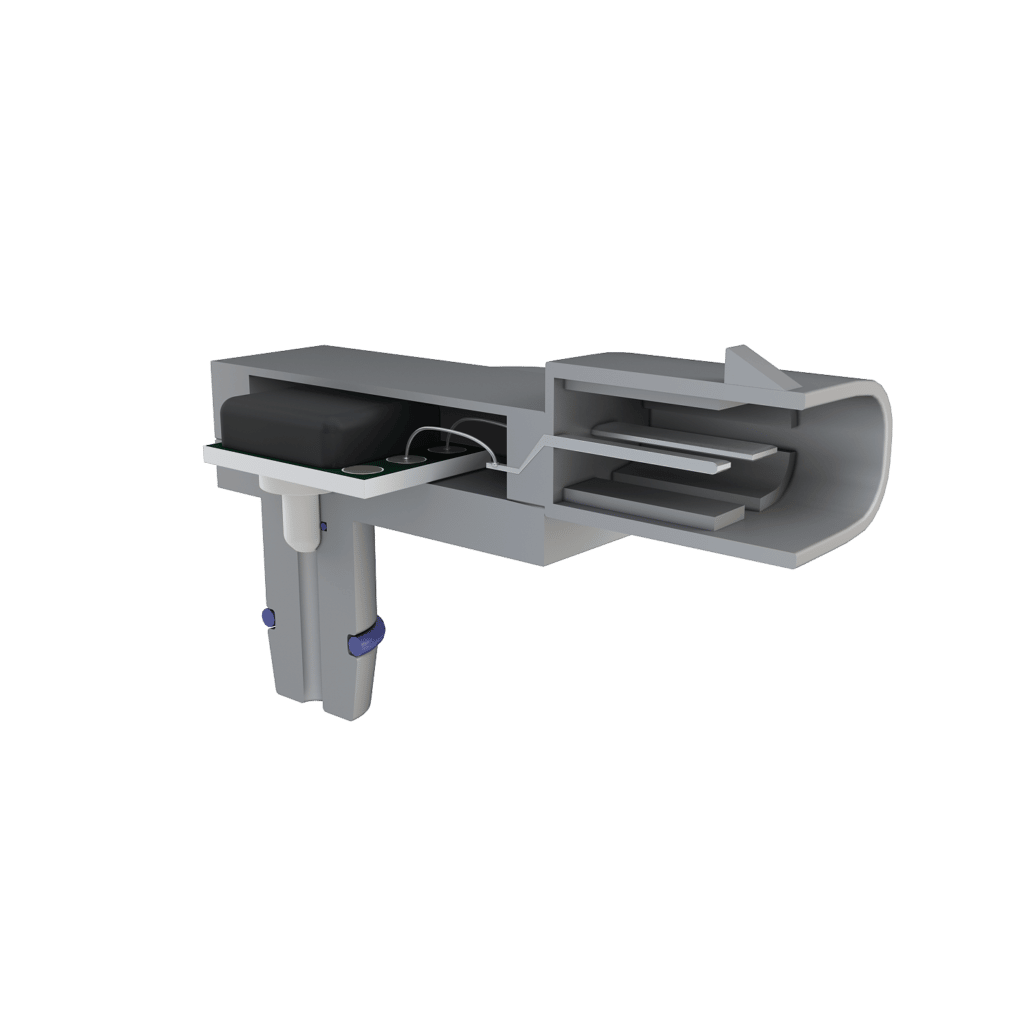
Fully Compensated TVC Series Pressure Sensor in Housing
There is also the issue of packaging the pressure sensor, i.e. integrating it into a housing. If a customer’s packaging process introduces significant stress to the sensor, a compensated sensor would register a new zero point, and the compensation would be flawed. In this case the customer should consider purchasing an uncompensated sensor and then compensating it, or having it done by a specialist, once the sensor has been completely integrated into the final module.
Pressure-sensor compensation is challenging and costly, though. It requires specialized equipment and expertise. Perhaps most important, it is time consuming. Each sensor needs to be calibrated individually, and the equipment takes a long time to reach the required temperatures for calibration.
At Merit Sensor we are calibration experts. We know that some of our customers are too, while others are not. That’s why we have pressure sensors available uncompensated, passively compensated, and fully compensated to suit the needs of various customers.
For more information, visit this article on AZOSensors.com
https://meritsensor.com/wp-content/uploads/Compensated-and-Uncompensated-Pressure-Sensors.jpg511744Merit Sensorhttps://meritsensor.com/wp-content/uploads/merit-sensor-logo.svgMerit Sensor2023-01-30 08:59:082023-01-30 08:59:08Compensated and Uncompensated Pressure Sensors
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.