Pressure Sensor Platform for a Range of Harsh-Environments
A compact MEMS device with integrated signal conditioning is needed by many pressure sensor applications; however, the challenge is to find an approach that is capable of supporting the application’s volume and cost requirements including flexibility in terms of pressure range. From industrial to medical applications, after-market to OEM automotive high-volume projects, the solution is considered to be a platform that can be adapted based on the pressure range, temperature range and media compatibility.
The Merit Sensor TVC sensing platform is a new approach that addresses applications that need lower pressure ranges integrated with a radial seal. Instead of a single-chip solution, which limits pressure range and output configuration changes, these applications are perfectly suited to a customizable sensor platform that incorporates the MEMS device and signal conditioning in a compact, cost-effective package.
Sensor Platform Meets Exact Application Needs
The customizable sensor platform incorporates a high-sensitivity MEMS device chosen from one of the globally leading, largest MEMS sensing element portfolios, which comprises of devices from the lowest range of 7 kPa up to 3.5 MPa absolute, along with an individual signal conditioning capability. This supports almost any application with readily available components, saving the investment in the production of a device for particular dimensions and ranges. The signal conditioning ASIC with the related electronics components is fixed on a harsh-media-compatible ceramic substrate. The MEMS sensor is fixed on a pre-molded, ferrule-type ceramic pressure port, thus preventing any additional potential leak paths.
The MEMS backside, the ceramic port and the attach material are the only elements exposed to the media. The populated ceramic substrate completely protects the components, and hence does not require the addition of dedicated media-compatible coatings. The components and the signal conditioning fulfill EMI/ESD protection norms, thus the all-in-one sensor platform minimizes the requirement for external components.
The two-component solution includes both signal conditioning and MEMS in separate mechanically attached subgroups. This enables Merit Sensor to choose both the exact MEMS pressure sensor and signal conditioning output (analog or SENT) required for the end user application. Keeping the two elements separated has a functional advantage and also provides a more cost-efficient solution by taking advantage of higher quantity MEMS unit cost, even if the signal conditioning needs change across applications.
The MEMS sensing element is considered to be a key component for the platform. The TVC-Series can cover from 7 kPa to 3.5 MPa pressure applications along with the HM and J-Series. Both series have been designed for backside pressure measurements, and the HM-Series (harsh environment MEMS) covers the absolute configuration from 100 kPa to 3.5 MPa as well. The J-Series is the most sensitive element (5333 µV/V/ psi = 760 µV/V/kPa), employed as gage configuration (backside) and comprising of superior pressure (< 0.025% FS) and thermal hysteresis (< 0.1% FS) in order to deliver a stable signal to the signal conditioning via wide temperature ranges and low pressure.
Merit Sensor knowhow is applied to the MEMS geometry and configuration, mainly on the glass thickness, in order to ensure the correct mechanical decoupling for optimal thermal behavior and stability. The three die-attach processes provided within the platform address varied application requirements, thus combining the best MEMS thermal behavior with burst pressure along with the requested media compatibility. MEMS sensing elements are developed by Merit Sensor’s own fab, which provides direct and dynamic control of the different solutions.
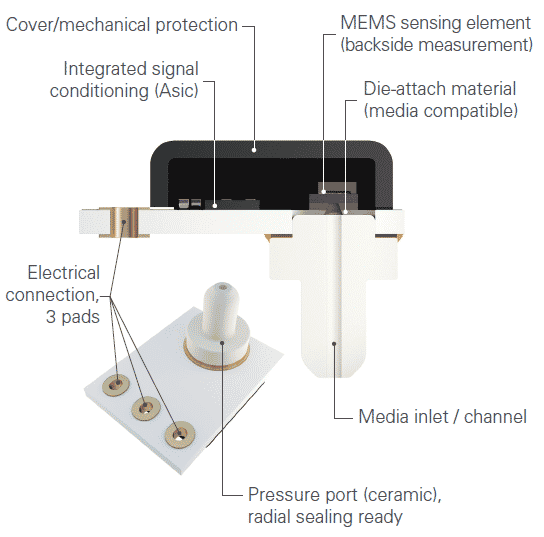
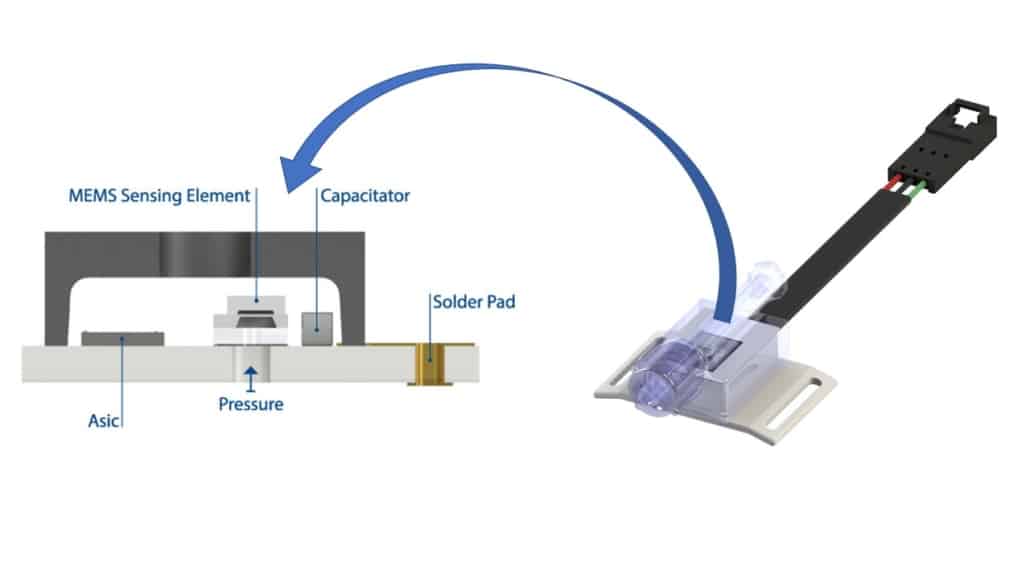
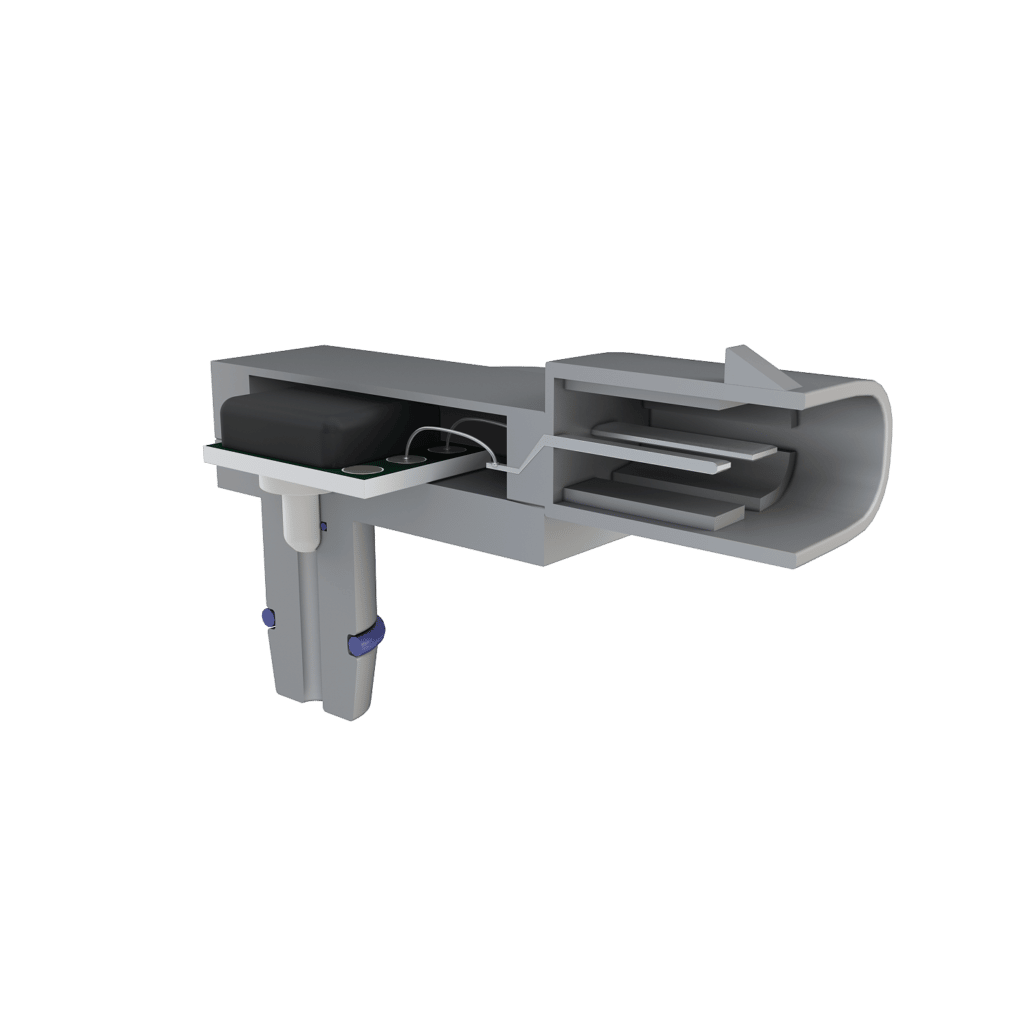
Figure 1. The Merit Sensor TVC sensing module is highly customizable to meet specific application requirements in a cost-efficient, compact package.
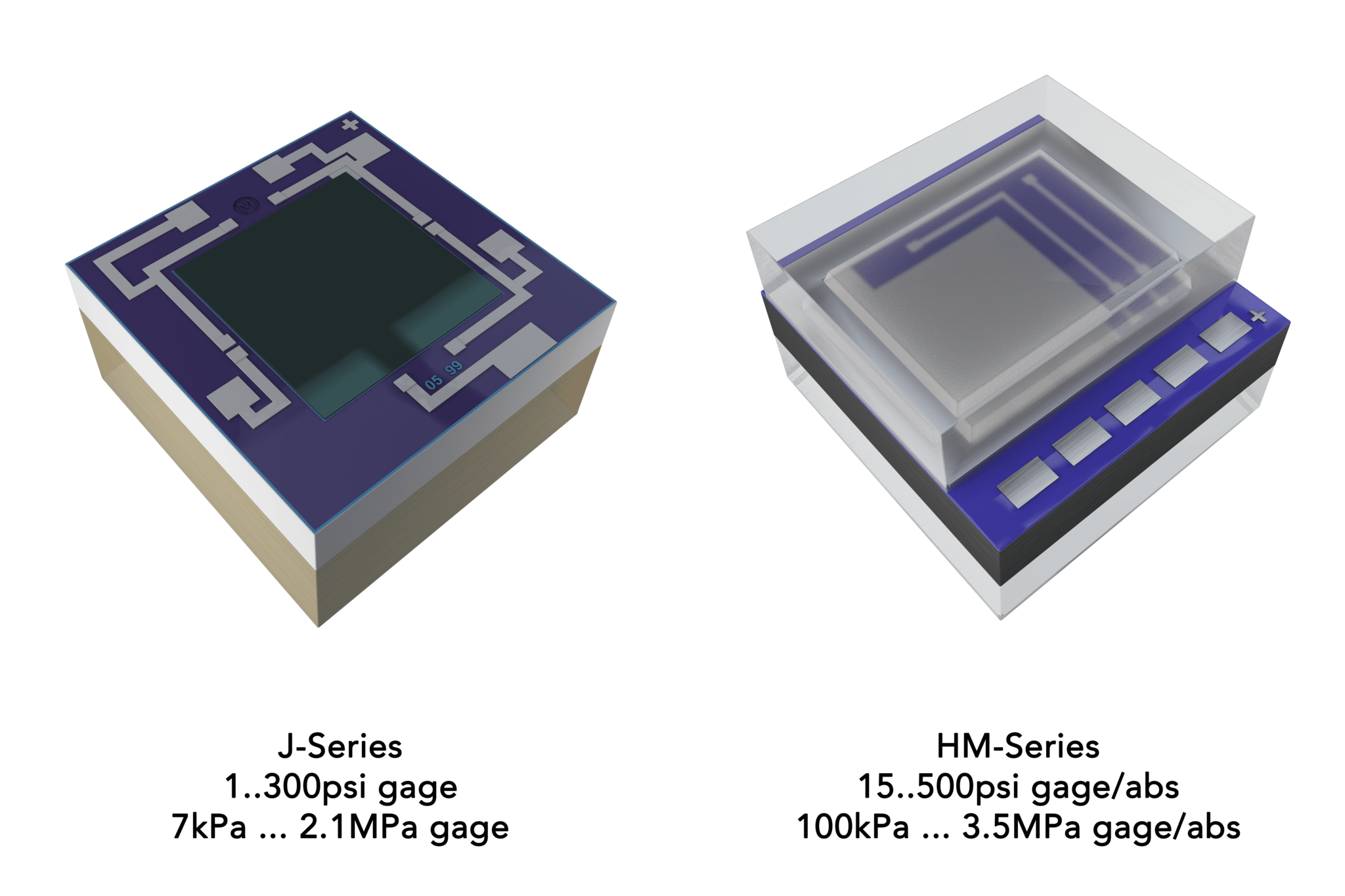
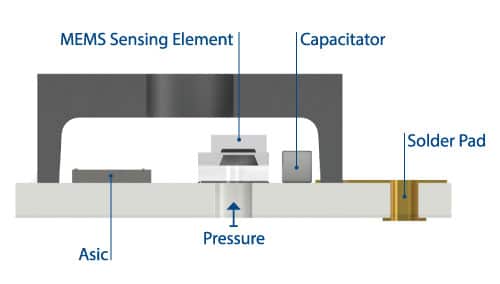
Figure 2. Pressure sensing elements can be chosen from the world’s largest portfolio of MEMS pressure sensor devices.
Choose Appropriate Attach Process for Environment and Cost
The sensing platform is geometrically compact, and the cavity and pressure port have defined dimensions for air, fluids and gas. However, a vital element for accuracy and reliability is the choice of die-attach. Conventional adhesives that are used for creating the pressure seal and protecting the sensor die and related circuitry are considered to be a cost-effective approach for non-aggressive gases and air, but they eventually soften in harsh vapors or fluids. Once the seal breaks, the sensor circuitry is damaged, developing a common reliability failure that can be expensive if it leads to a product recall or demands regular maintenance and replacement of the sensing subsystem.
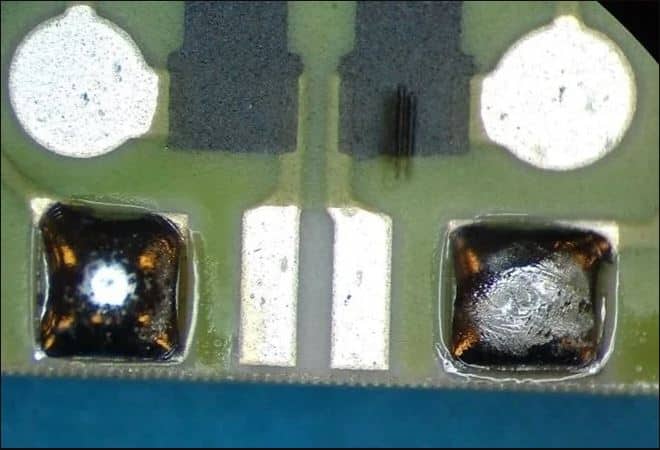
At the other end of the spectrum, a eutectic die bond using a gold-tin soldering alloy provides a hermetic seal even in harsh fluids, at extremely wide temperature ranges and at high pressure. While this gold-tin solder is a lot more expensive than adhesive, the cost difference is minute in comparison to the major improvement in prolonged reliability and maintenance costs.
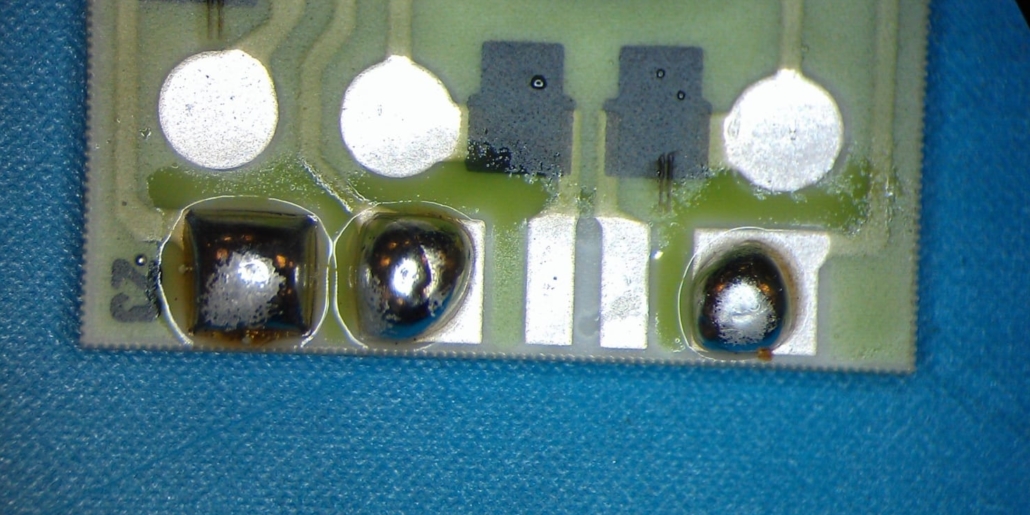
The die-attach process using the glass-frit introduced with the TVC platform is considered to be a cost-efficient solution for high-burst pressure in terms of reliability, improved media-resistance compared to adhesive and more stability in medium/low pressure ranges thanks to the close-to-silicon TCE sealing material. The high temperature (> 300 °C) curing process during the MEMS-to-port assembly guarantees stability in wide temperature range applications.
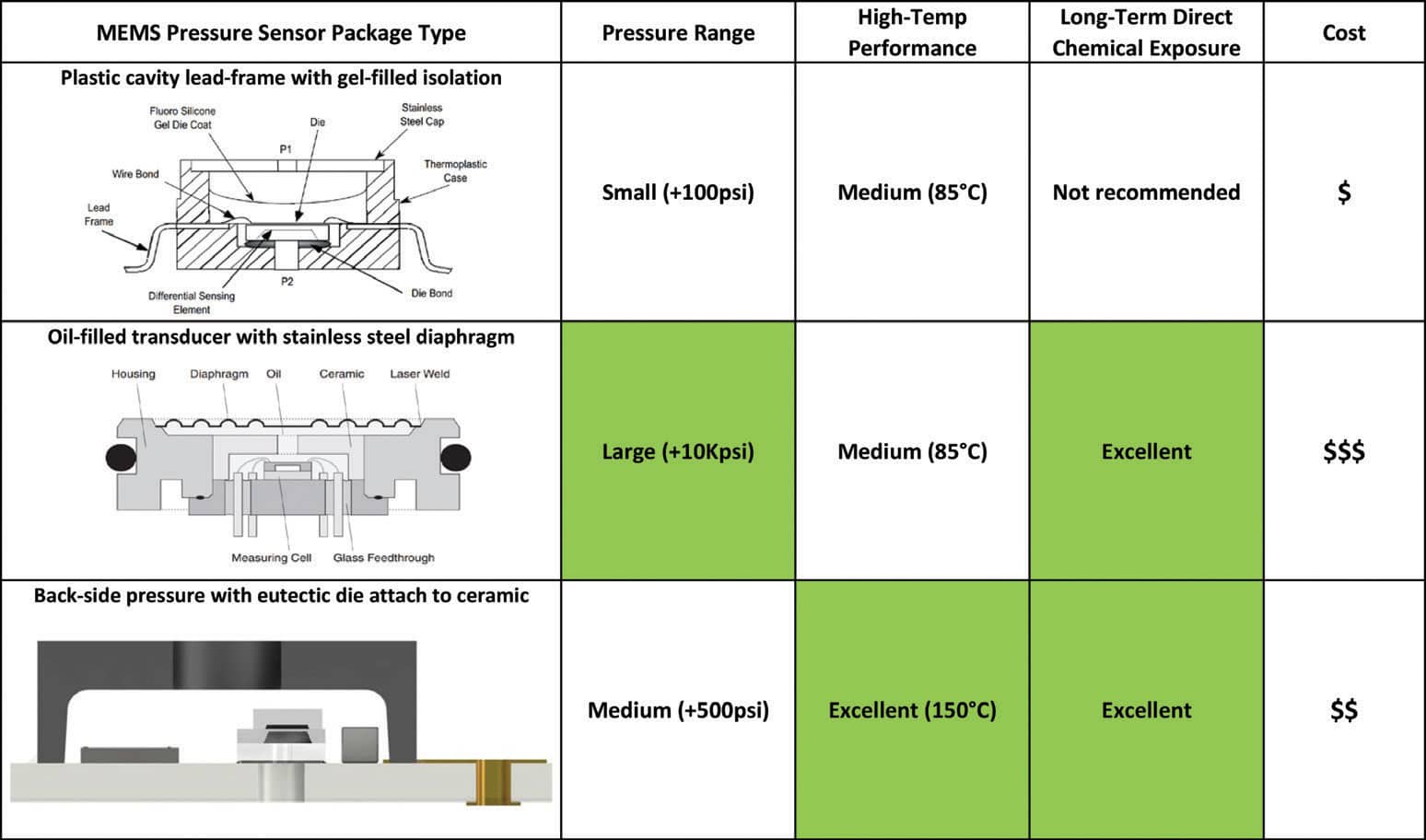
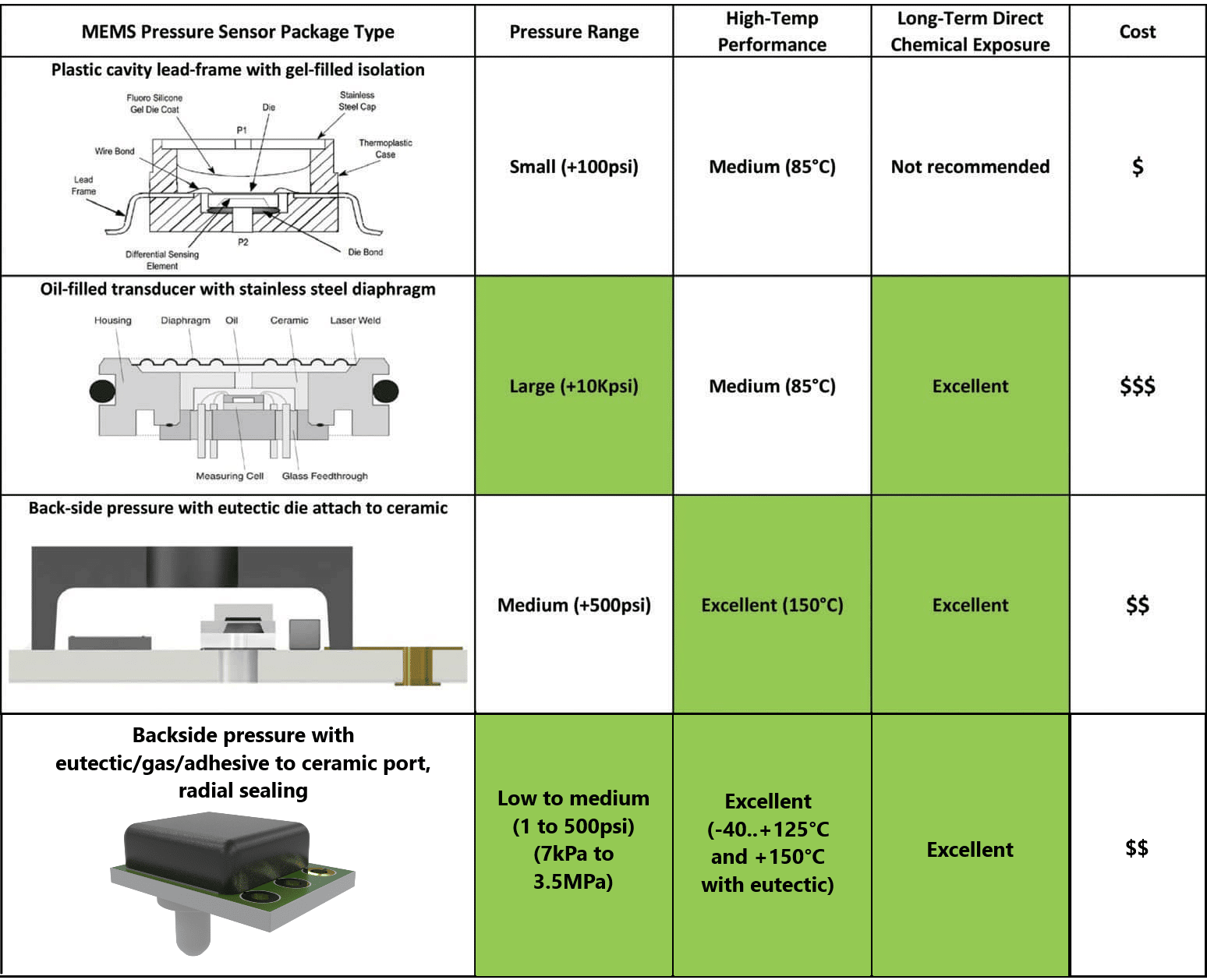
Merit Sensor offers a wide range of MEMS attach processes on the Al2O3 ceramic pressure port in order to support sensor media and environment demands, and also cost and reliability requirements of each application (see Table 1). The MEMS backside pressure measurement, along with the dedicated die-attach process of the platform, ensures a safe burst pressure in every pressure range (Table 1).
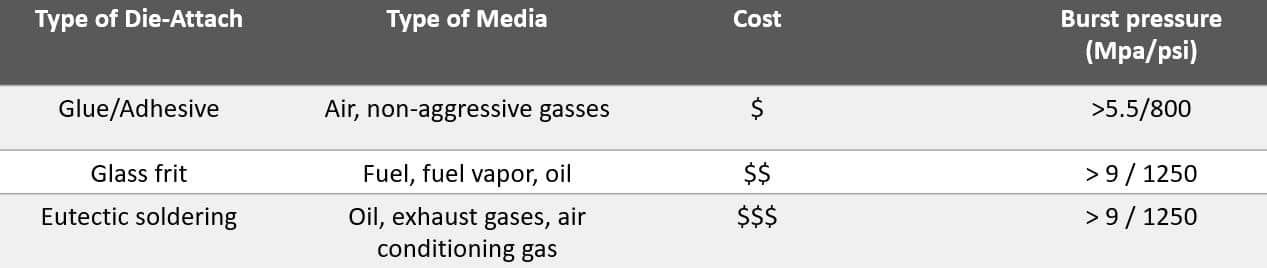
Table 1. Comparison of die-attach approaches and appropriate media, along with trade-offs in cost and burst pressure.
Customizable Pressure Sensing Platform Addresses Full Range of Design Decisions
The Merit Sensor TVC sensing module addresses a variety of application-oriented requirements with a single solution. This covers the low-pressure, below 100 kPa exhaust gas measurement, up to 3.5 MPa air conditioning gas measurement in just the automotive domain. Both need a solid media compatibility, which involves in-depth knowledge in the MEMS die-attach, as well as matching the accurate components for application temperature and various other environmental requirements.
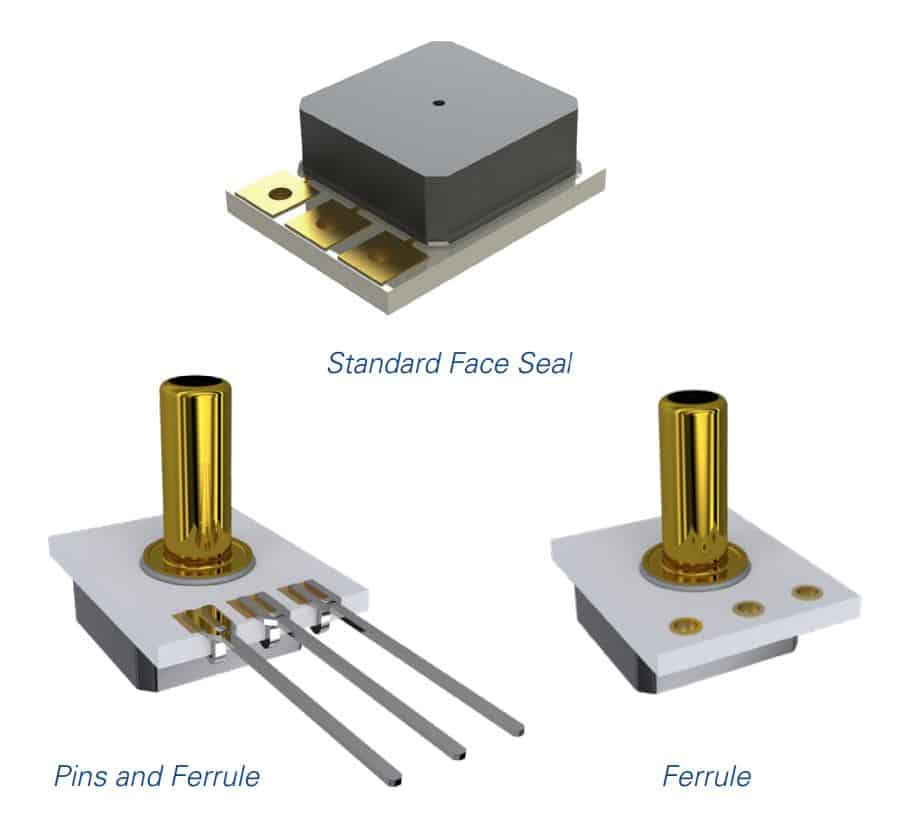
The sealing joint and choice of how to mechanically incorporate and electrically couple the sensor is majorly dependent on the type of application, pressure range and temperature. Standard electrical connection can be accomplished with lead-frames and pins or with pads without holes (see Figure 3 for example). Thick wire bonding can be used as a mechanical stress-free connection ideal for extremely large temperature ranges from -40 °C to +150 °C and low pressure. The sealing also needs attention to the material (media compatible) and tolerances (leak), as well as determining the pressure range without or with a vacuum, which would need the sensor to be fixed in order to avoid any movement by negative/positive pressure crossing.
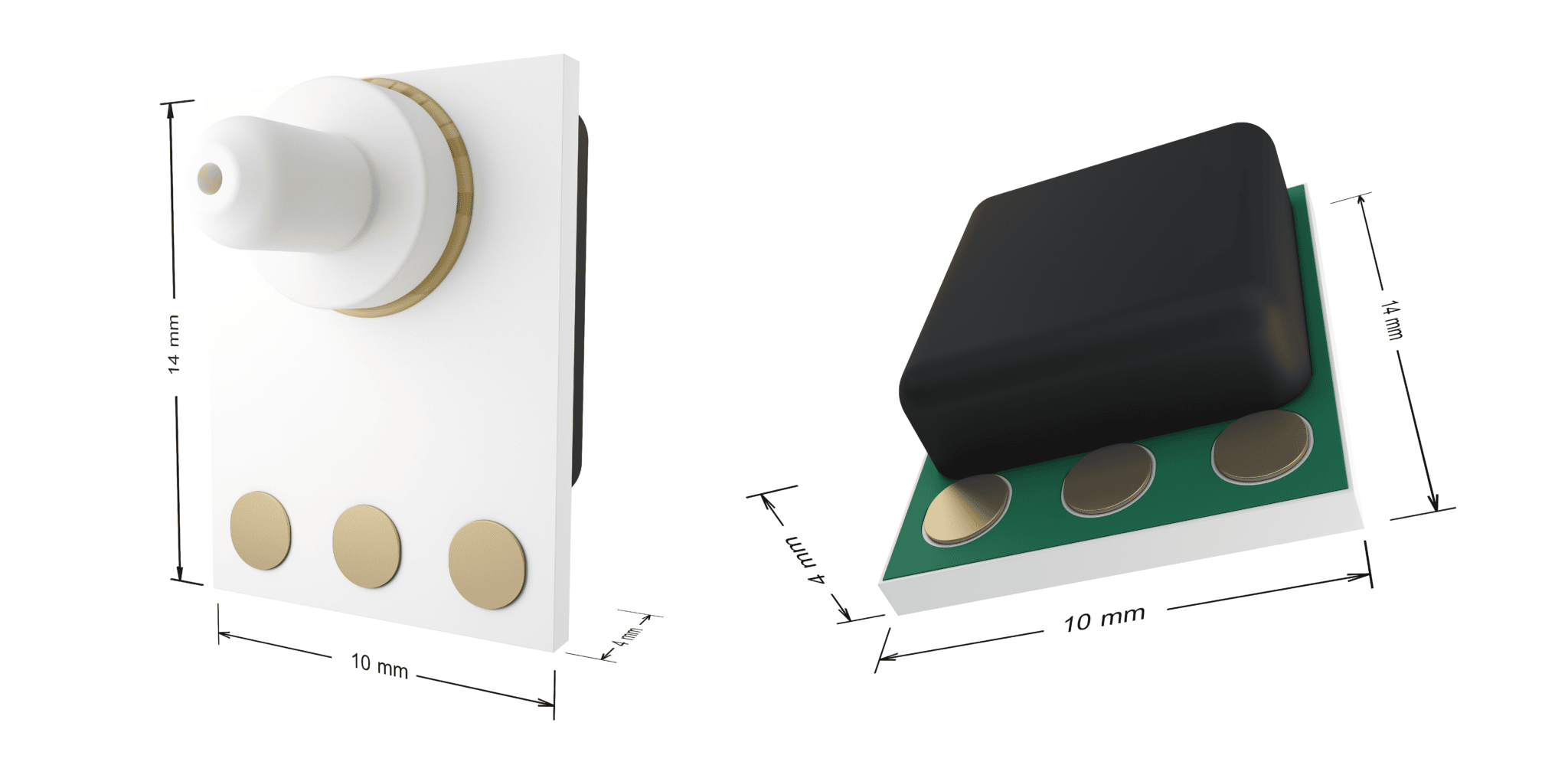
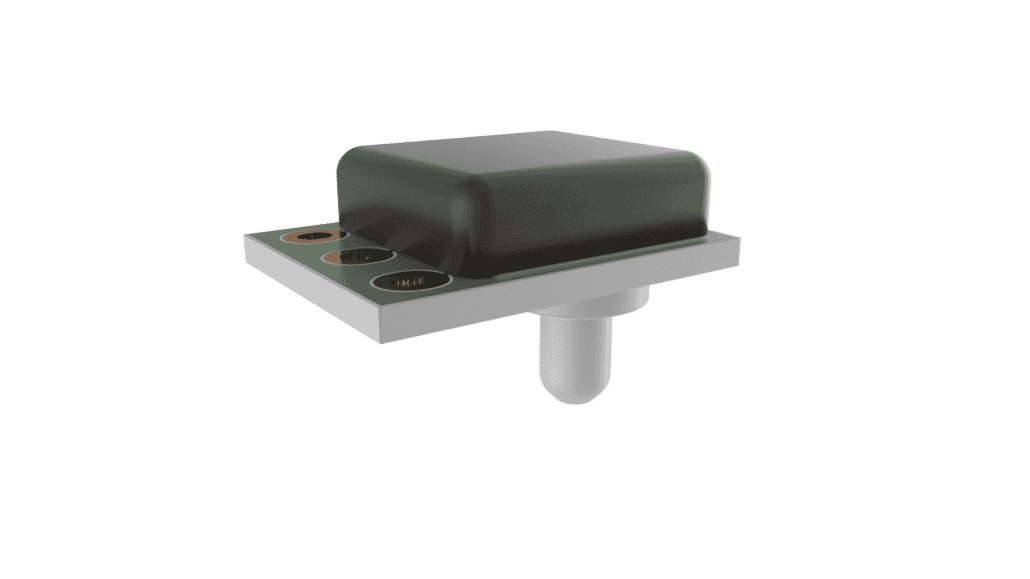
Figure 3. 3D view of the TVC Merit Sensor compact module, 3D step file is available for a quick design-in into the end sensor housing.
The pressure port configuration, permitting the radial sealing and limiting the material in contact with the media (simplifying the design), expands and then fulfills the Merit Sensor packaged sensing modules solutions. The mechanical stress-free design enables the use of very sensitive MEMS elements, ideally supporting the low pressure needed for the most challenging applications that are currently available, and these include fuel vapor, exhaust gas and fuel pressure. The 14 x 10 x 4 mm compact geometry sensing module includes all essential components.
Comparison of sensor package type and design considerations.
The use of the modern ASIC to support analog or SENT output allows the setup and calibration from the three external pads, which indeed supports data programming (traceability) and customization (output values, parameters), even when the sensing module has previously been installed in the housing. The TVC-Series is supplied as temperature-and pressure-calibrated, attaining accuracy better than 2.5 %FS between -40 °C to+125 °C. The accuracy can vary based on the pressure range and MEMS attach technology.
Merit Sensor is completing the portfolio for high temperature, harsh environment applications with a solution that is capable of solving the mechanical stress and expands to the low pressure incorporating new MEMS (J-Series) and attach technology, for a cost-efficient solution.
Features
- Customizable
- Compact design
- Limited requirements for external components
- Wide range of pressures (7 kPa…3.5 MPa)
- Reduced mechanical influence (housing integration)
- All-in-one, ready-to-use sensing module (tested, calibrated)
- Cost-efficient solution for media-compatible applications
For more information, visit this article on AZOSensors.com